Berry, coca-cola collaborate to implemen...
Over 400 million closures have been successfully applied to date on Coca-Cola bottling lines in Germany, Spain, and t
Over 400 million closures have been successfully applied to date on Coca-Cola bottling lines in Germany, Spain, and t
Despite the difficult trading conditions imposed by the global pandemic and subsequent supply
Smurfit Kappa has announced a €6 million investment at its Sanguesa paper mill in Spain, which will see the construction and installation of up to 12,000 solar panels on land adjacent to the mill. The solar panels will reduce CO2 emissions by over 3200 tonnes annually and provide significant cost savings.
Once operational, it is estimated that the panels will generate more than 10 GWh of power annually which will reduce the current external electricity consumption and dependency by 7%.
The Spanish solar energy project is the latest for Smurfit Kappa which has launched similar initiatives in other plants in Spain, Colombia and Mexico to generate sustainable energy.
The mill at Sanguesa is one of Smurfit Kappa’s key facilities that produces light MG kraft paper, a packaging solution widely used across industrial and consumer markets in products such as grocery bags and wrapping paper. Its customer base includes some of Europe’s largest brands.
Commenting on the announcement, Reinhard Reiter, CEO of Smurfit Kappa’s Virgin Fibre Cluster, said: “This investment to harness another renewable source of energy is testament to Smurfit Kappa’s commitment to sustainability and our desire to make real environmental change at a practical level. Through collaboration and hard work, together we can make every aspect of our operations as sustainable as possible in our journey towards net zero.
Pedro Mendarozketa, General Manager of Smurfit Kappa Sanguesa, added: “We are delighted to officially announce the solar panel investment at our paper mill in Sanguesa. The solar panels will enable us to generate sustainable energy, reduce our overall external energy consumption and reduce our CO2 emissions. We look forward to officially unveiling the solar panels later this year.”
Construction on the solar panels is expected to be completed by the end of this summer.

Sidel is celebrating the sale of its 1000th EvoBLOW. The iconic blow-moulder will be installed as part of a high-speed PET water line at StrongPack in Nigeria in early 2023.
StrongPack has been a customer of global packaging solutions leader Sidel, since starting operations in 2018. Benefitting from an experienced, flexible and customer-focused Sidel project management team, StrongPack is now one of Nigeria’s biggest co-packers of non-alcoholic beverages. The new 86,000 bottles per hour (bph) high speed line will be the fastest in Africa. It also marks StrongPack’s entry into the still water co-packing market.
StrongPack is currently one of the biggest producers by volume of Royal Crown (RC) Cola worldwide and is also the biggest and the most diversified co-packer in Nigeria. The company is co-packing products such as malt drinks, teas, regular carbonated soft drinks, fruit juices, juice nectars and fruit flavoured drinks, including some nitrogen pressurised packaging for major global brands. Packaged water is the most consumed soft drink category in Nigeria and has a higher-than-average share of the overall soft drink sector compared to the rest of the region. 1
Ensuring the highest efficiency and hygiene standards
StrongPack’s new water line will combine an EvoBLOW Regular blow-moulding machine with filling and capping equipment, integrating these production phases into one compact Combi SF100 solution. The integrated solution includes a state-of-the-art water treatment room and automated cleaning-in-place (CIP), ensuring the highest levels of hygiene and food safety.
Sustainable production
StrongPack’s choice of Combi set-up offers material savings, with bottle lightweighting opportunities through bottle neck handling and the elimination of intermediary conveying. Energy consumption is kept to a minimum through the Ecoven’s infrared ceramic lamps. The Sidel StarLITE™ mould base, combined with the SuperVent™ optimised mould venting system, will minimise the blowing pressure and subsequent energy consumption, enabling further lightweighting while ensuring quality and strength on this new complex bottle design.
A team of trusted experts
Eric Thibault, Chairman of StrongPack Nigeria, said: “We have partnered with Sidel right from the start of our operations and we are very happy to have had the same trusted execution project manager, Yasser Seffo, throughout. The Sidel team of experts overcame challenges in designing this high-speed line within the space available. They worked closely with the StrongPack team to find the perfect solution, utilising the compact and optimised Combi layout. We look forward to Sidel supporting our future growth in the water and carbonated soft drinks markets.”
A new resistant and distinctive bottle design
Sidel has designed an iconic new bottle shape inspired by the Nigerian multi-cultural lifestyle. It combines a distinctive shape with a sharp structural design to optimise user experience and bottle resistance, in addition to enhancing bottle functionality and strength. Nitrogen dosing into the bottle headspace at the filling phase prevents vacuum or swelling and offers a lightweighted and high performing bottle – ideally suited to a local distribution chain that demands extremely resilient bottles. The new line will produce 600ml bottles weighing just 11.5g in packs of 12. Sidel has carried out its full feasibility and performance tests on the stretch blow-moulding process.
Sale of 1000th EvoBLOW machine highlights Sidel's leadership in blow moulding innovation
Sidel launched its first commercial PET blower more than 40 years ago, and there are now 7,000 Sidel SBO blowers of all generations still operating worldwide. The company offers the highest level of blowing configurability to ensure that solutions are tailored to specific market needs, for example, in the three complete PET lines integrating Sidel’s Actis™ coating system that have been installed at StrongPack. Sidel experts are continuously working to optimise the blowing process to deliver the best bottle quality and performance for all types of PET resins. This includes virgin and recycled PET (r-PET), one-way and refillable PET (ref-PET), as well as transparent, opaque, monolayer and multilayer.

Made from chemically recycled bio-based and plastic waste feedstock, respectively, Dow’s SURLYN™ ionomers are set to
Company’s cost-effective Eagle-LP Blister Machine is also suitable for clinical trials and small-scale startup production.
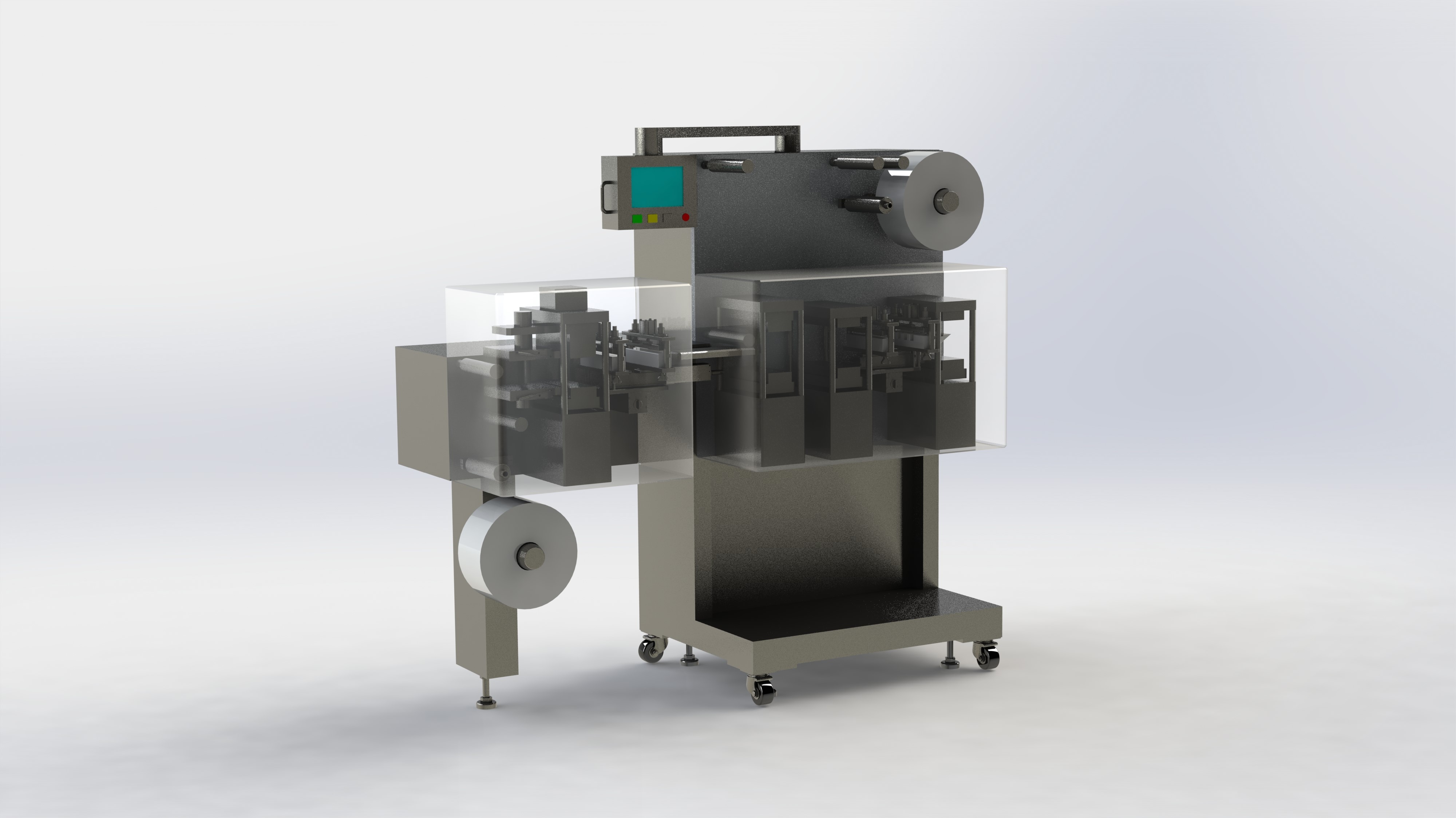
Norwell, MA – Maruho Hatsujyo Innovations (MHI) – the U.S. subsidiary of Maruho Co. Ltd, a Japanese healthcare company with subsidiaries in Europe and the U.S. with global sales of $800 million – has introduced a blister machine specifically intended for stability testing and similar small-run applications. The Eagle-LP – short for “Lab Pack” – joins the company’s extensive blister packaging equipment family as a reliable, cost-effective solution for development stages, stability testing and initial small-batch production.
The Eagle-LP addresses two longstanding challenges in early-stage blister packaging: affordability and floorspace. Many pharmaceuticals manufacturers have faced challenges finding blister units for stability testing, clinical trials and small-batch runs that aren’t onerously expensive and unnecessarily lengthy or bulky. With this in mind, the modestly-priced Eagle-LP measures just 1.8 meters in both length and height, and just .9 meters in width.
Importantly, the Eagle-LP also is designed to accommodate a newer generation of more sustainable blister film substrates – ones that are typically more difficult to form and seal. The unit can easily accommodate PVC, PVDC, PET, ACLAR, ALU and PP.
The Eagle-LP can run up to 20 cycles per minute, with a blister format area of 110 X 60mm and a maximum blister depth of 20mm. It can handle forming materials up to 320mm in diameter, and lidding materials up to 220mm in diameter. The unit is capable of both thermoforming and cold foil forming.
“Research and development teams need a blister machine designed with their needs in mind,” said Harry Yonenaga, President of the Medical Packaging Machinery Division for Maruho Hatsujyo Innovations, and a project leader for the Eagle-LP’s development.. “Too often, they’ve been left choosing among a poor set of options, including purchasing large, expensive equipment or interrupting mass production machinery, which can limit a company’s overall output capacity. The Eagle-LP gives R&D the special considerations it deserves.”
About Maruho Hatsujyo Innovations
Maruho Hatsujyo Innovations (MHI), the U.S. subsidiary of Maruho Corp. Ltd., was created in 2014. MHI distributes the high quality medical packaging machinery produced by Maruho Hatsujyo Kogyo (MHK). With more than 220 employees, MHK has over 60 years of experience in the manufacturing sector, including the design of high-performance blister machinery and high-precision metal components. MHK is Japan’s second largest medical packaging machinery company.
For more information, visit www.mhi-innovations.com.
From booth graphics to featured product innovations, all were inspired by a powerful blend of art, beauty, and fashion.
Toronto, Canada – IBG (Innovative Beauty Group), a leading global beauty solutions provider, is debuting a range of new products at the upcoming MakeUp in Los Angeles event, February 16-17, at the LA Convention Center. IBG has collaborated with its turnkey brand, Orchard Custom Beauty, to showcase a variety of cosmetic formulas, products, and tools that speak to emerging categories in the industry.
For example, the aptly named Lip & Cheek Play Clay can be used for both the lips and cheeks and features mushroom extract as a star ingredient. Richly pigmented, the Lip & Cheek Play Clay provides a muddy, “playful” texture that dries down to a lightweight, velvet matte finish with a cooling effect on the skin.
Created using the concept of color theory, IBG x Orchard’s new lightweight Color Slash False Lashes come in an array of colors that, when properly paired, enhance the wearer’s natural eye color. Made from vegan materials, the lashes feature a thin, flexible clear band that makes them comfortable enough for all-day wear. Feather-light tapered fibers are double-layered for 3D volume. The durable lashes are wearable up to twenty times with appropriate care.
Continuing to build and refine on the “macro movements” of sustainability, inclusivity, and wellness, IBG x Orchard also will feature additional products from emerging categories such as new body cleansing routines, super luxe play time color cosmetics, and sleep hygiene. Other products debuting at the show include the Beauty in Los Angeles eyeshadow-palette with colors inspired by iconic DTLA locales such as The Broad and Grand Park, a biodegradable makeup blending sponge, wishbone shaped stainless steel Gua Sha roller, and a marbled color corrector.
The theme of the IBG x Orchard booth is inspired by the streets of Los Angeles, and features artwork created by a local LA artist showcasing a blend of diversity, beauty, inclusivity, and community.
About IBG
IBG (Innovative Beauty Group), a division of the Albea Group, is a leading global beauty solutions provider proudly serving some of the world’s most dynamic mass and prestige beauty brands. Comprised of Orchard Custom Beauty and FASTEN Packaging, IBG applies its industry expertise to support its customers with innovative and responsible custom and turnkey solutions that include design, sourcing, formula development, bespoke packaging and accessories for color cosmetics, skin care, personal care, home care, hair care, and gifts with purchase.
With a global team of beauty experts and a distinctly personal approach, IBG empowers all its clients – from established beauty brands to first-time private label retailers – with strategic partnerships that bring visions to life, and products seamlessly to market. The company has offices in Shanghai, Los Angeles, New York, Toronto, the Netherlands, and Paris.
For more information, visit https://innovativebeautygroup.com/.

• Campaign underpins the importance of material science in creating more sustainable packages for consumers
• Highlighting 90 years of Innovia being dedicated to innovation and progress
Innovia Films just announced the launch of their new communication campaign “Better Future”. The campaign underpins Innovia‘s role in creating better and more sustainable and recyclable materials for the future, which are used in consumer packaging, labels and for graphic films. Their long history in being a global innovator – and the leading manufacturer of BOPP (polypropylene) film.
As the name Innovia suggests, it's all about innovation, the future and progress. Innovia attaches great importance to further developing its products in such a way that they meet future requirements, both from the customer's point of view and in a sustainable sense. Hence the new claim: ‘Pack for progress’ and the headline mechanics: ‘We give the future a better label/package/print’, when developing
sustainable and recyclable packaging that will benefit our environment using the base materials are essential.
Innovia Films has been a global player for the past 90 years and continues to play an enormous role in material science. “That is at the heart of what we do. We wanted this reflected in our internal and external communication,” says Guenther Birkner, President of Innovia. “The development of sustainable packaging solutions and the implementation on a larger scale is in full swing,” explains Simon Huber, Managing Director Innovia Films Europe. “We have many exciting new developments to offer for applications such as polypropylene film for mono-material pouches and also polyolefin films that are used for low density shrink sleeves that automatically detach from PET bottles and float in the recycling process…all of these examples illustrate how we see a better future for packaging without risking food waste.”
The new campaign “Better Future” will be rolled out globally within the next weeks and months and will be the center piece of the communication activities in the media, at trade fairs, internally and all the Innovia Films media channels. “We chose a very clean and modern design to reflect how current our work and film portfolio is for many industries. As we are a global company with customers in many countries, we wanted the campaign to be a universal one – we are proud to have achieved this and that the ‘look and feel’ of the campaign works in all regions,” says Marika Knorr, Head of Sustainability & Communications. “The design of the campaign is very flexible so we can introduce new key visuals for various occasions.”
PICTURE CAPTIONS:
1. “Better Future”. The campaign underpins Innovia‘s role in creating better and more sustainable and recyclable materials for the future, which are used in consumer packaging, labels and for graphic films.
2. As the name Innovia suggests, it's all about innovation, the future and progress.
3. Innovia offers PVC-free graphic films for advertisement and promotions for example – this is reflected in the new campaign
Innovia Films is a major producer of highly differentiated specialty Biaxially Oriented Polypropylene (BOPP) films using proprietary ‘Bubble’, Stenter Technology and Cast manufacturing processes.
The company holds a leading global position in the markets for high performance coated films, tobacco overwrap, labels and security films. Innovia employs >1400 people worldwide and has production sites in Australia, Belgium, Germany, Mexico, Poland and the UK. The company is focused on high-quality value-added products, strong customer relationship, R&D and excellent service.
Innovia Films is a major producer of highly differentiated specialty Biaxially Oriented Polypropylene (BOPP) films using proprietary ‘Bubble’, Stenter Technology and Cast manufacturing processes.
The company holds a leading global position in the markets for high performance coated films, tobacco overwrap, labels and security films. Innovia employs >1400 people worldwide and has production sites in Australia, Belgium, Germany, Mexico, Poland and the UK. The company is focused on high-quality value-added products, strong customer relationship, R&D and excellent service.

B&R's compact new PLC family makes room in the control cabinet
B&R introduces a new PLC family: X20 Embedded. The PLCs combine high performance and numerous integrated interfaces in a housing only 55 mm wide. That makes them only half the width of comparable devices.
With their powerful Intel Atom processors, the new PLCs are also suitable for demanding applications with short cycle times. The compact devices can even control a full-fledged robotics application. Machine builders save both costs and cabinet space.
They come standard with two USB ports, an integrated flash memory card and two Ethernet ports. An integrated switch supports daisy-chain cabling without any additional network infrastructure.
Integrated interfaces
The devices feature hardware interfaces for POWERLINK and RS485. The RS485 interface can be used to connect a frequency inverter directly to the PLC without any additional hardware. The power supply is also integrated. Despite the high performance, the PLCs do not require any fans or batteries, making them fully maintenance free.
Optional variants with an interface slot allow the PLCs to support additional fieldbus protocols. All B&R interface cards can be combined with the X20 Embedded series, and all X20 I/O modules can be connected as usual.

o India’s Aerosol market likely to reach USD 1.3 billion by 2030
o High demand from Personal Care and Automobile sectors to spur growth
The 5th edition of India Aerosols Expo - India’s only trade show dedicated to the Aerosol spray industry – shall be held from 20th to 21st Feb 2023 at Hall 2, Pragati Maidan, Delhi. Held every two years, IAE is the only mainstream platform in India showcasing products, technologies and machinery related to aerosol end-products as well as intermediates. The domestic aerosol market is currently valued at approx. USD 600 million and likely to reach USD 1.3 billion by 2030.
A niche expo that offers personalized interaction with industry players for B2B deals and joint ventures, IAE 2023 shall witness participation by a large number of Indian and International companies displaying Personal Care, Auto Care, Home Care Spray Products, Paint Sprays, Industrial Lubricants, Cleaners and Coating Sprays.
Covering the entire value chain of the Aerosol Industry, IAE 2023 puts suppliers of Can, Valves, Closures, Chemicals & Perfumery, Propellants, Machinery and Packaging Materials and services in direct contact with the leading Aerosol product manufacturers of India. IAE 2023 is expected to attract senior-level buying delegations from Pharmaceutical, Personal Care, Home Care, Auto Care, Paint & Chemical Industries as well as many other sectors for exploring packaging solutions or sourcing private label aerosols from exhibitors.
Says Sanjay Malhotra, Chairman, IAE Organizing Committee, “International aerosol brands keen to penetrate the Indian markets eagerly await this unique expo in order to forge bonds for joint ventures, marketing alliances and/or seeking partners for contract manufacturing in India.”
The Expo will also include seminars and conferences on the sidelines deliberating on the recent global and Indian trends, technical panels for enhancing productivity and technological innovations driving future growth. More information at www.iae2023.com or contact Mr Tapan Soni on response.apcindia@gmail.com.

To combat myths about deforestation and reduce consumption guilt, the new sustainability campaign emphasizes how our
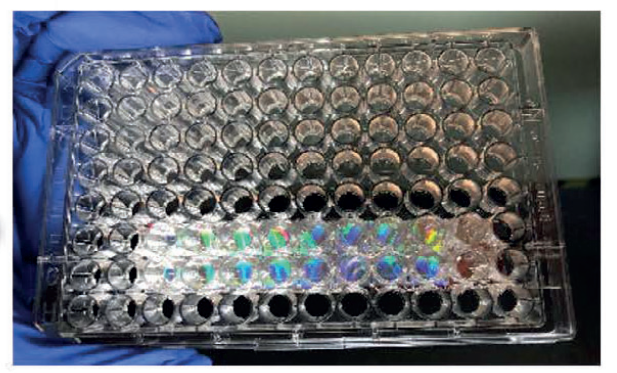
TekniPlex, a globally integrated provider of innovative solutions through materials science and manufacturing technologies, will showcase samples from a range of cyclic olefin copolymer (COC) diagnostics films whose cleanroom production is a differentiator in the healthcare space. At booth B96-98, the company also will highlight another recently introduced innovation: the world’s first fully transparent recyclable mid-barrier blister package
Manufactured in an ISO Class 8 cleanroom environment for significantly reduced risk of contamination, TekniPlex’s COC films can be nimbly customized to suit the dynamic needs of the diagnostics market. Its standard, crystal-clear 140 µm film offers excellent sealing properties combined with a low background UV autofluorescence required for multiplexing in PCR diagnostics. In addition, the film has a glass transition temperature (Tg) of 78°C and an ultra-flat surface enabling nano-structuring through hot embossing and nano-imprint lithography. This allows ultra-small-sized structures to be replicated in the polymer structure, needed for microfluidic and for diffraction gratings that give the resulting film a shiny, colorful appearance.
“Manufactured in a cleanroom setting, our customizable film technology is enabling new diagnostics capabilities to enter the market, helping patients get diagnosed and on the road to recovery more expediently,” said Michiel van den Berg, Global Product Manager for TekniPlex “This exemplifies TekniPlex’s commitment to developing materials science solutions that make our customers’ products more effective and, ultimately, helps improve outcomes.”
At Pharmapack Paris, TekniPlex also will feature its groundbreaking sustainable blister system, whose mechanical recyclability has been certified by third-party testing. Recyclable in geographies where the #5 (polypropylene) recycling stream is available, the mid-barrier blisters feature a polyolefin blister film paired with a barrier PP lidding film. This marks the first time a formed blister + lidding combination is certified as recyclable – a significant milestone in the evolving push to make healthcare packaging more sustainable.
Rounding out TekniPlex’s offerings at Pharmapack Paris will be a selection of films and components for healthcare and pharmaceutical applications. For example, the company’s range of punched rubber gaskets for aerosol valves improve functionality for metered dose inhaler valves, while its punched plastic gaskets perform well with nasal spray applications. Other solutions, such as the company’s PVC super barrier polyvinylidene chloride (PVDC) coated structures and Aclar® laminates, are designed to protect drugs with demanding environmental protection requirements.
About TekniPlex
TekniPlex is a globally integrated company that provides innovative solutions through materials science and manufacturing technologies. A global leader in the healthcare and consumer product markets, TekniPlex provides medical device components and a multitude of materials science solutions that lead to a healthier and more sustainable world. Its solutions are found in some of the most well-known names in the healthcare, pharmaceutical, personal care, household, and food & beverage markets.
Headquartered in Wayne, Pa., TekniPlex employs 7,000 team members throughout its operations in Belgium, Brazil, Canada, China, Colombia, Costa Rica, Germany, India, Italy, Mexico, Northern Ireland, and the United States. For more information visit www.tekni-plex.com.
About TekniPlex Healthcare
TekniPlex Healthcare utilizes advanced materials science expertise and technologies to develop and deliver critical solutions for medical and diagnostic devices, drug delivery systems and healthcare packaging applications. With a global reach, the division’s deep understanding of the greater pharmaceuticals and medical landscape helps it produce exemplary barrier properties for drugs and precision medical devices for interventional and therapeutic procedures. TekniPlex Healthcare’s ever-evolving portfolio helps meet demands for high-leverage medicines and mission-critical healthcare products that benefit care providers and patients. For more information visit www.tekni-plex.com/healthcare.
Antares Vision Group (EXM, AV:IM), an Italian multinational and a leading provider of track and trace and quality control systems that ensures the transparency of products and supply chains through integrated data management, has successfully piloted a Supply Chain Transparency solution for a prominent berry company. The project entails the digitalization of over 1.5 billion products, empowering the berry producer to protect, support, and communicate with its customers.
Powered by technology from rfxcel, which is part of Antares Vision Group, the Supply Chain Transparency solution package enables data concerning harvested berries to be collected and integrated into a platform that fully controls product safety and quality.
Using Antares Vision Group’s advanced serialization and mobile traceability technologies, the producer scans each individual clamshell to associate berry type, farm, and growing conditions, giving each package a unique digital identity with detailed product information. Consumers can scan an on-package QR Code to take a survey, giving the producer valuable insight into its customers’ impressions of specific berries grown at specific locations. This allows the company to focus on the types of berries consumers like best, and to ensure product quality is maintained at high standards from field to end user.
Glenn Abood, CEO of rfxcel, said the project showcases the technology’s impact and scalability. “We’re really expanding boundaries with this project,” he said. “Our coordination with the berry producer has been greatly rewarding; together, we’ve designed a system that reliably manages billions of products in the first and last mile of the supply chain. It performs these tasks day in and day out, with sub-second scanning times and exacting accuracy.”
Abood added that Antares Vision Group and the producer had discussed other applications for the wide-scale serialization of products, such as using digitalized unit-level data for consumer engagement activities and risk-mitigation strategies.
Abood continued: “Our serialization technologies are opening up entirely new avenues for brand value and benefits, connecting safety, quality, efficiency, and trust. The brand owners have actionable and granular information about consumer preferences, opening new dialogue channels and highly targeted customer interactions. Recall management is another benefit: It’s not necessary to recall every package, only a single clamshell. These advantages are available only with serialized products, which unlock opportunities with the power of unit-level data.”
ABOUT ANTARES VISION GROUP
Antares Vision Group is an outstanding technology partner in digitalization and innovation for companies and institutions, guaranteeing the safety of products and people, business competitiveness, and environmental protection. The Group provides a unique and comprehensive ecosystem of technologies to guarantee product quality (inspection systems and equipment) and end-to-end product traceability (from raw materials to production, from distribution to the consumer) through integrated data management, applying artificial intelligence and blockchain technology. Antares Vision Group is active in life science (pharmaceutical, biomedical devices and hospitals) and Fast-Moving Consumer Goods (FMCG), including food, beverage, cosmetics, and glass and metal containers. As a world leader in track and trace solutions for pharmaceutical products, the Group provides major global manufacturers (over 50% of the top 20 multinationals) and numerous government authorities with solutions, monitoring their supply chains and validating product authenticity. Listed since April 2019 on the Italian Stock Exchange in the Alternative Investment Market (AIM) segment and from 14 May 2021 in the STAR segment of the Mercato Telematico Azionario (MTA), Antares Vision Group recorded a turnover of €179 million in 2021, operates in 60 countries, employs more than 1,000 people, and has a consolidated network of over 40 international partners. To learn more, please visit www.antaresvision.com and www.antaresvisiongroup.com.

o India’s Aerosol market likely to reach USD 1.3 billion by 2030
o High demand from Personal Care and Automobile sectors to spur growth
The 5th edition of India Aerosols Expo - India’s only trade show dedicated to the Aerosol spray industry – shall be held from 20th to 21st Feb 2023 at Hall 2, Pragati Maidan, Delhi. Held every two years, IAE is the only mainstream platform in India showcasing products, technologies and machinery related to aerosol end-products as well as intermediates. The domestic aerosol market is currently valued at approx. USD 600 million and likely to reach USD 1.3 billion by 2030.
A niche expo that offers personalized interaction with industry players for B2B deals and joint ventures, IAE 2023 shall witness participation by a large number of Indian and International companies displaying Personal Care, Auto Care, Home Care Spray Products, Paint Sprays, Industrial Lubricants, Cleaners and Coating Sprays.
Covering the entire value chain of the Aerosol Industry, IAE 2023 puts suppliers of Can, Valves, Closures, Chemicals & Perfumery, Propellants, Machinery and Packaging Materials and services in direct contact with the leading Aerosol product manufacturers of India. IAE 2023 is expected to attract senior-level buying delegations from Pharmaceutical, Personal Care, Home Care, Auto Care, Paint & Chemical Industries as well as many other sectors for exploring packaging solutions or sourcing private label aerosols from exhibitors.
Says Sanjay Malhotra, Chairman, IAE Organizing Committee, “International aerosol brands keen to penetrate the Indian markets eagerly await this unique expo in order to forge bonds for joint ventures, marketing alliances and/or seeking partners for contract manufacturing in India.”
The Expo will also include seminars and conferences on the sidelines deliberating on the recent global and Indian trends, technical panels for enhancing productivity and technological innovations driving future growth. More information at www.iae2023.com or contact Mr Tapan Soni on response.apcindia@gmail.com.

The rare genetic light disorder means that when skin comes into contact with the visible, coloured parts of sunlight,
For many years, Mitsubishi HiTec Paper's matt inkjet papers have established themselves as the standard in the market. Now the Bielefeld-based speciality paper manufacturer has revised the entire matt portfolio of its jetscript® inkjet media
The new generation of matt inkjet papers with basis weights from 70 to 228 g/m² impresses with a whole range of product improvements. The optimised coated ink-receiving layer enables particularly vivid, lifelike and brilliant colours. The homogeneous, even surface of the new papers is particularly noticeable with large-area prints. The higher optical ink density optimises the reproduction of dark and black shades in particular.
The application areas of the new inkjet papers range from large-format and poster prints in retail and at the POS, direct mailings, publishing and brochures to photos and photo books.
In the course of optimising the product range, the previous products will be replaced as follows
> MH 84 => MH 86 (premium matt coated)
> MD 84 => MD 86 (premium matt coated, double-sided)
> ML 84 => ML 85 (matt coated)
> DL 84 => DL 85 (matt coated, double-sided)
In addition, two new premium matt-coated inkjet papers are available especially for use as face material for label applications: jetscript MH 7086 L and MH 9086 L.
Of course, the entire new range of matt inkjet papers is available FSC® Mix or PEFC™ certified and is suitable for both dye and pigment inks. The Mitsubishi HiTec Paper sales team will be happy to provide sample material (sales.mpe@mitsubishi-paper.com).
Mitsubishi HiTec Paper Europe GmbH is a German subsidiary of Mitsubishi Paper Mills Ltd., Japan, one of the world's leading manufacturers of specialty paper. The roughly 730 employees at Mitsubishi HiTec Paper Europe produce high-quality direct thermal, inkjet, carbonless, label and barrier papers for flexible packaging at two tradition-rich locations in Bielefeld and Flensburg. Each factory stands out for own base paper production, state-of-the-art production machinery and innovative coating technologies. Through its dense global sales network, Mitsubishi HiTec Paper Europe supplies a full range of specialty papers for many applications and printing technologies – and is a highly capable partner whenever customized coated paper solutions are required
Nam Viet Barcode has established a high-quality reputation in the Vietnamese market since it was created by its General Director, Mr Tran Hoai Nhan in 2008. Located in Hi Chi Minh City, with additional offices in Thu Dau Mot City and Bac Ninh City, as well as Phnom Penh in Cambodia, the company started out as an import and trading company for barcode printing materials in both the industrial and non-industrial sectors.
Through constant development and innovation in search of new markets, Nam Viet Barcode is now acknowledged as one of the top suppliers of TTR thermal transfer ink, TTO ink, Hot Foil, and Cold Foil labels in Vietnam. Its current focus is on investment in technology for the label printing sector that uses modern flexo presses to meet the demand for high-quality printing products in market.
And it was this quest for top quality that first brought Vetaphone technology to the attention of Mr Nhan, whose Bobst narrow web press, installed in 2020, came with a Vetaphone corona treater as part of its original specification. So well did the Vetaphone unit perform, that when the company began to encounter issues with an older corona unit on one of its other presses, it chose to replace it with a Vetaphone supplied by Mr Nguyễn Anh Tú of Song Song Co Ltd, Vetaphone’s agent in Vietnam.
Mr Nhan explained: “The Vetaphone unit has always performed well on the Bobst, and we cannot afford to have a press out of production because an ancillary process fails, which happened on our older machine. It was an easy choice for us to make to replace the corona treater that was failing with a Vetaphone unit, and we can now produce top quality print products from both presses.”
With a variety of substrates being processed at Nam Viet Barcode, including OPP and PET, the company appreciates the fine control of corona treatment that the Vetaphone units and iCorona generators offer. Holger Selenka, Vetaphone’s Sales Manager for Asia explained: “Far from setting and forgetting, a corona treater can be finely tuned for a variety of variables such as press speed, substrate thickness, and any downstream processing requirements, amongst others. It's Vetaphone’s unique and patented technology that gives it this unrivalled capability and offers its users a significant advantage over their competition.”
Today, Nam Viet Barcode is a flourishing business that employs more than 100 people in its 2,000sq/m headquarters and production facility. With an ongoing commitment to improve quality and productivity to satisfy its customers’ demands, the choice of Vetaphone could not have come at a better time. As the company looks to diversify its product portfolio it will be invaluable to know that this ancillary process can be relied upon.

Needle-Trap, the successful and unique label with integrated needle protection from Schreiner MediPharm, the specialist in innovative pharmalabels, has now been complemented by a completely new feature: A special security seal reliably indicates that the prefilled syringe has been opened before and helps protect its integrity up until final use. The novel combination of needle and product protection will be showcased for the first time from February 1 - 2, 2023 at Booth D46 at Pharmapack in Paris.
A secure supply chain and integrity of drug packaging are important aspects for pharmaceutical manufacturers. Regulations such as the EU Falsified Medicines Directive contribute to supply chain security but address only secondary packaging. By contrast, primary containers like prefilled syringes require more specific solutions for tamper evidence and first-opening indication. Due to its integrated plastic trap, the Needle-Trap needle protection label poses special challenges to a first-opening indication feature. As well as smooth processing in pharmaceutical manufacturing operations, ease of use by healthcare staff must be considered.
The experts at Schreiner MediPharm have further developed and complemented Needle-Trap by integrating into the needle protection label a novel kind of closure seal with a tab ending on the syringe cap. Before the injection, the needle trap is first folded sideways as usual. While the cap is being pulled off, a perforation automatically activates the label-integrated seal, which irreversibly indicates the first opening of the label. Special security cuts prevent undetected removal of the seal. Overt authentication features such as a guilloche pattern or covert security features can be added for authenticity verification.
The addition of the new feature to Needle-Trap provides pharmaceutical manufacturers with a multifunctional and cost-efficient solution. It combines protection of healthcare staff against needlestick injuries with first-opening indication ensuring the integrity of the prefilled syringe on unit level. Thus, product and patient safety is enhanced. In addition, the new Needle-Trap version can be easily integrated into existing pharmaceutical manufacturing processes. Healthcare staff benefit from efficient and reliable needle protection as well as convenient first-opening indication that is irreversible and detectable at first glance.
About Schreiner MediPharm
Schreiner MediPharm, a business unit of Schreiner Group GmbH & Co. KG based in Oberschleissheim near Munich, is a leading developer and manufacturer of innovative, multifunctional specialty labels and marking solutions with value-added benefits for the healthcare industry. Thanks to its strong solutions expertise and specialized know-how Schreiner MediPharm is a highly capable development partner and reliable quality supplier to leading pharmaceutical and medical device technology companies worldwide.

Wolfertschwenden, 9 January 2023 – France is leading the way, now Germany is following suit: It will in future no longer be possi-ble to retail fruit and vegetables in plastic packs. In the case of more perishable products such as tomatoes, grapes and beans, the law will apply from the middle of 2023, while for products such as sprouts and berries, the law will come in from the middle of 2026. MULTIVAC is therefore placing particular emphasis on its sustain-able packaging concepts at Fruit Logistica, which runs from 8 to 10 February 2023.
MULTIVAC will be presenting sustainable packaging solutions for a wide range of fresh products over more than 250 square metres of ex-hibition space. The company is expecting a high level of interest from visitors, particularly in regard to the MULTIVAC PaperBoard range, as well as for the company's other packaging concepts, which have a high level of material efficiency and recyclability, while still providing extend-ed shelf life for the food products.
The exhibits on the trade fair stand will include the T 305 traysealer as well as a complete line, in which the core feature is the high-output TX 710 traysealer. The compact T 305 is the ideal choice as an entry-level model into fully automatic tray packing, as well as for those companies that need to pack smaller batches. The TX 710 on the other hand is de-signed for large batches, and it is very impressive in its innovative ma-chine technology, comprehensive sensor system, intelligent controls and high degree of process reliability. This traysealer sets the bench-mark when it comes to pack quality and consistently high cycle output. The tray made of cellulose is biologically degradable, and this also con-tributes to the sustainability of the packaging solution. A BASELINE la-beller of the L 301 series is also integrated into the line. This cost-effective labelling solution applies labels with variable data, such as for example a best-before date, to the top of the trays. The integration of the labeller controls enables many tasks to be automated, such as for example the loading of a print layout, or the parameter settings of the labeller. This data can be saved directly in the product recipes of the TX traysealer. The L 301 is therefore controlled
efficiently and reliably via the control terminal of the traysealer.
The flexible L 310 Top Wrap conveyor belt labeller, which can be seen at Fruit Logistica as a stand-alone model for selected products such as tomatoes and berries, shows how MULTIVAC is meeting the new trend for packs made of paper and cardboard that can be recycled separately. These packs are gradually replacing not only the previous plastic trays, but also the cardboard sleeves, which may be recyclable but are very material-intensive. If fruit or vegetables are not packed in modified atmosphere or airtight in a vacuum pack, the trays can be sealed closed easily and branded attractively using a label. The version of the labeller to be shown in Berlin enables two types of packs to be produced: Top Wrap, where the label is applied to the top and both sides, and Top Close, where the label is applied to just the top of the pack. The high level of flexibility in terms of the material thickness and shape of the self-adhesive labels offers a wide range of possibilities for product presentation. It is possible for example to have cut-outs in the label, as well as adhesive-free zones, so that contact with the product is prevented. Some of the most important benefits of this conveyor belt labeller include its automatic and highly efficient labelling, its rapid batch change, and last but not least its attractive packaging and brand-ing concept, which is always well received by consumers.
For those visitors to the trade fair, who prefer to play it safe when it comes to highly automated processes, MULTIVAC is also showing its I 410 visual inspection system, which is a high-output, integrated solu-tion for quality control with its own transport conveyor. The packs are either transferred from an upstream transport unit or fed in manually. As an alternative, the packs can be ejected by means of an electric mo-tor, so that no compressed air is required. The system is an intelligent option, when packing leaf salads for example, and checking the seal seam for contamination. The I 410 can be installed for label and print inspection at the end of a traysealer and labelling system.
MULTIVAC will be showing the R 245 in action as an example of pack-ing fresh produce in thermoformed packs. The R 245 is a freely con-figurable thermoforming packaging machine, which offers a compre-hensive range of equipment options, and also allows complex pack shapes to be produced at high output.
MULTIVAC's presence at the trade fair is rounded off with a presenta-tion by Christian Zimmermann (Project Manager, Market Intelligence & Applications) on the Tech Stage from 13.45 to 14.30 on 9 February. Topic: How can sustainable packs contribute to reducing food wastage? Ronald Helmel, Business Development Manager at MULTIVAC Marking & Inspection, will be alongside him.
About MULTIVAC
MULTIVAC is one of the leading providers worldwide of packaging so-lutions for food products of all types, life science, and healthcare prod-ucts, as well as industrial items. The MULTIVAC portfolio covers virtually all requirements of processors and producers in terms of pack design, output and resource efficiency. It comprises a wide range of packaging technologies, as well as automation solutions, labellers, and quality control systems. The product range is rounded off with solutions up-stream of the packaging process in the areas of portioning and pro-cessing, as well as bakery technology. Thanks to our extensive expertise in packaging lines, all modules can be integrated into complete solu-tions. This means that MULTIVAC solutions guarantee a high level of operational and process reliability, as well as efficiency. The MULTIVAC Group has approximately 6,900 employees worldwide, with some 2,400 based at its headquarters in Wolfertschwenden. With over 80 subsidiar-ies, the Group is represented on all continents. More than 1,000 sales advisors and service technicians throughout the world use their know-how and experience to the benefit of customers, and they ensure all in-stalled MULTIVAC machines are utilized to their maximum. Further information can be found at: www.multivac.com.

New unit to be delivered to the department in the spring. Thanks to digitalization, the goal is to provide surgeons with even greater operating precision and quality. President of SACMI, Paolo Mongardi: «We’re an Imola-based company, and part of our mission involves supporting local excellence»
High-tech electrosurgery services will soon be available at the Gastroenterology department of Imola’s main hospital. Vio®3 is a latest-generation electrosurgical unit. And for 2022, SACMI has, in keeping with its Christmas tradition, decided to donate one to the local hospital.
Helping local institutions and associations implement healthcare projects and services is a mission goal that SACMI pursues every single year.
“SACMI is continuously engaged in initiatives that support our schools, healthcare facilities and various associations; together, they deliver essential training and care, both locally and around the world”, points out Paolo Mongardi, President of SACMI. “This Christmas, we’ve chosen to support the Gastroenterology department of our local hospital in Imola. Our aim is to give this facility - renowned for its excellence - a further technological boost by making increasingly cutting-edge treatment available”.
“Electrosurgical units are advanced tools that have a broad application range in operative endoscopy”, notes Professor Pietro Fusaroli, Chief Consultant of the Gastroenterology Unit at the Santa Maria della Scaletta hospital in Imola. “Digital technology provides surgeons with valuable support when performing finely targeted operations as it can deliver specific tissue effects with extreme precision. This reduces the risk of bleeding and perforation while safeguarding adjacent healthy tissues, aspects that can make a major difference in terms of both the quality of the surgery and the patient's prognosis”.
Today, operative endoscopy is a method that lets doctors perform numerous operations from inside the digestive tract; these now include the treatment of tumors, which, until just a few years ago, could only be performed via traditional surgery. The doctor’s work is streamlined not only by the advanced technology of the instrument itself but also by the digital interface, which lets users select the most suitable configuration for the type of operation to be performed. And that's not all: this is a ‘smart’ electrosurgical unit (i.e. capable of autonomously modifying its configuration to ensure real-time adaptation to the patient’s condition, which can change during surgery), thus ensuring optimal results at all times.
“Once again, SACMI has generously lent its support to local public health services. This latest donation will provide one of the most advanced local healthcare facilities with next-level technology”, comments Andrea Rossi, General Manager of Imola’s Local Health Authority. “On behalf of the entire local community, we’d like to thank President Mongardi, the directors, partners and all the workers at SACMI for this valuable gift”.
Purchased before the end-of-year holidays, the new electrosurgical unit will be delivered in the coming months and is expected to be operational by the spring. It will replace the instrument currently used by the department, further optimizing its performance in keeping with the wider, fast-paced technological-digital development of the entire medical equipment sector.