Sustainable packaging design: the secret...
Furthermore, sustainable packaging is essential for brands to remain competitive and relevant in today's market.
Furthermore, sustainable packaging is essential for brands to remain competitive and relevant in today's market.
MAC Cosmetics has news to share for Earth Month.
The Technical Committee of the Tray Circularity Evaluation Platform (TCEP) of PETCORE Europe has officially endorsed the use of Akestra™ 100 and Akestra™ 110, products manufactured by leading specialty chemicals innovator Perstorp, for the production of heat-resistant PET trays. Furthermore, the committee has recognized that the use of Akestra 100 and Akestra 110 do not have a negative impact on current European PET recycling streams.
The Tray Circularity Evaluation Platform (TCEP) is a voluntary European industry initiative that provides PET thermoforms design guidelines for recycling, evaluates thermoform packaging solutions and technologies, and facilitates understanding of the effects of new PET thermoforms innovations on the recycling process. The TCEP initiative fully supports the economic and environmental sustainability of the European PET value chain.
Akestra 100 and Akestra 110 are a high-performance products that enable customers to enhance recycled PET by adding heat resistance capabilities and also achieve sustainability targets by increasing recycled material content and enabling design for circularity. With this endorsement, Akestra 100 and Akestra 110 are established to enable a circular packaging solutions with high post-consumer content (high PCR), and for being recyclable in existing recycling streams for tray-to-tray. Akestra 100 and Akestra 110 are hereby confirmed in Europe as replacement of fossil based, linear traditional packaging made of polystyrene or polypropylene.
"We are thrilled to receive this endorsement from PETCORE Europe. To help our food value chain partners to design improved circularity in food packaging has been a missing piece in the puzzle. Akestra 100 and Akestra 110 can help to close the material loop in hot-fill applications to enable circular packaging solutions and a massive saving of fossil raw material and CO2 emissions over time. This is a true example of our long term vision and mission”, says Patrice Pinsard, EVP Strategic Markets & Innovation at Perstorp
Akestra 100 and Akestra 110 enable
• Design of circular thin wall food packaging solutions* for hot-fill applications
• Glass-like transparency and heat resistance up to 100°C
• Tunable performance characteristics
*Post-consumer recycling of tray packaging solutions with Akestra 100 and Akestra 110 have been verified at commercial scale.

SACMI’s goal: to provide customers with profitable ‘green transition’ solutions, such as the ready-to-market products and technologies on show in Düsseldorf. That means solutions for tethered caps, yet also new internationally certified lightweight neck standards and excellent opportunities on the PET ‘circularity’ front.
New tethered standards, lightweighting and recycling will be SACMI’s focal points at Interpack (Düsseldorf trade fair 4-10 May 2023), with one clear goal: to provide customers with immediate, tangible benefits by seizing green transition opportunities.
How we achieve that
SACMI is the only company in the world to provide solutions for every stage of rigid packaging production, from cap to preform, from stretch-blow molding to complete bottling lines.
On the cap manufacturing front, SACMI has already implemented the EU Directive that requires adoption of the new tethered standard from 2024 onwards.
With a complete range of caps and profitable methods – such as post-process slitting and integrated quality control – SACMI is ready to respond to market requirements and guide the transition.
New ultra-light standards
In recent years, few industries have focused as sharply on sustainability as packaging has. As the data clearly shows, container and cap weights have fallen by 50% or more since 2010.
The latest developments in this area include the 26/22 mm (with the 25/22 variant) and the new lightened 29/25 mm necks, a set of standards on which the SACMI Laboratory has developed ready-to-market solutions that can cut neck+cap plastic consumption by 30% or more.
There are, of course, challenges, such as successfully making this switch while continuing to ensure an optimal consumer experience. Some examples? The new ‘tethered-friendly’ caps for GME 30.40 necks and the 26/22 caps for water which combine increased height with considerable raw material savings.
The circularity challenge
From a 3Rs (reduce, reuse, recycle) perspective, the PET supply chain is the one best suited to a circular economy approach, from resin recycling to finished containers for food use. That’s why SACMI has long since ensured its preform injection presses are able to process up to 50% PET in recycled flake form, a figure that can rise to 75% with the latest developments being introduced.
The outcome: the ability to offer customers an adequate technological response on markets where the ecological transition is a must, at a time when the tools to achieve it - and the existence of a complete recycling chain - are still in the making.
Customer service
Europe may lead the global packaging industry’s drive towards sustainability, yet producers are nevertheless forced to operate in a ‘VUCA’ (volatile, uncertain, complex, ambiguous) environment that places them between strict regulatory frameworks and the need to remain, in any case, competitive on global markets.
The SACMI response is not just technological. Above all, it’s about effective customer assistance and support: from the product ‘idea’ to the technologies needed to make it, from the revamping/efficiency enhancement of existing solutions to the implementation of new production standards, processes and raw materials. In short, SACMI delivers complete solutions so producers can tackle the transition with the right tools, such as next-gen vision systems where AI unlocks enormous plant control potential while enhancing user-friendliness.
All the latest from SACMI Packaging & Chocolate
Solutions exhibited at the fair will also include the SACMI Packaging & Chocolate range of machines and plants for processing and packaging chocolate and other food/non-food products. At the SACMI Packaging & Chocolate stand, visitors to Interpack can look forward to ‘experiential tours’ that focus on specific aspects of the industry: chocolate processing and molding, chocolate packaging, packaging for other industries.
SACMI Packaging & Chocolate is renowned for high levels of automation, outstanding versatility and unmatched productivity: hardly surprising, as its brands have led European and international markets for over 110 years. Electronically controlled drive systems, low maintenance, fast machine set-ups and a multi-style, multi-format approach are just some of the plus-points of today’s SACMI Packaging & Chocolate range: a range designed to meet the burgeoning demand for versatile chocolate processing and traditional/flowpack secondary packaging solutions.

Muri b. Bern/Switzerland, April 4, 2023 – The Swiss polymer distributor Meraxis has successfully completed its acquisition of the French Fournier Polymers group. In the run-up to the closing in Madrid, the responsible authorities had issued all the necessary approvals and clearance following an antitrust review. The corresponding purchase agreement had been signed in September 2022. Fournier is one of the leading distributors in Europe and North Africa of standard and technical polymers as well as additives. The acquisition will enable Meraxis to strengthen its regional presence in Western Europe and North Africa as well as expand its service and product portfolio.
“Fournier and Meraxis have very similar values and ways of thinking, but we are also united by our international orientation,” emphasized Dr. Stefan Girschik, CEO at Meraxis. “We see ourselves as a comprehensive product and service provider for our customers. The merger will allow us to expand our services in distribution, supply chain management, digitalization, and material development, as well as sustainability. In addition, the joint product portfolio offers optimal synergy potential – next to standard polymers and additives, this includes technical polymers in particular.”
Fournier serves plastics processors in a variety of industries, such as automotive, electronics and construction. With this acquisition, Meraxis is consequently pursuing its growth course. The globally active company is acquiring companies in nine countries. This includes the entire European branch with locations in France, Benelux, Spain, Portugal, Italy, UK and Germany, as well as the North African companies in Morocco and Tunisia. All employees will be taken on. The contact persons for customers and partners will remain the same.
The previous Fournier Managing Director and shareholder, Bruno Fournier, will remain with the company. He will continue to manage the day-to-day operations. “We will continue working together with our customers and partners as we did before – except that the integration into the Meraxis Group means an increase in services from a single source,” says Fournier. “Meraxis’ one-stop shop offers polymer processors everything they need – polymers, tools, technical advice, digital solutions, and more. Such a full-service offer maximizes our customer centricity and significantly simplifies the purchasing process. Together with Meraxis, Fournier can shape the polymer business of the future.”
About Meraxis Group
With a turnover of over 2 billion euros, Meraxis is one of the world’s leading plastics distributors. As a full-service provider with a global distribution and logistics network, the globally active distributor, headquartered in Muri near Bern, Switzerland, provides its customers with targeted support in the strategic procurement of plastics: Meraxis supplies companies from all industrial sectors with polymers and polymer-related products for a wide range of production processes - from the automotive industry to the construction sector and packaging companies. Meraxis combines a global partner and supplier network with many years of experience in the development and processing of high-quality polymers as well as in-depth material and product knowledge.
The Group’s product portfolio includes standard plastics (including PE, PP, PET, PVC), engineering plastics, masterbatches (color granules) and recyclates. In addition, the company offers specific products (including metal, films, injection molded parts), as well as machines, equipment and tools for various plastic processing techniques.
The full-service provider also works with its customers to develop solutions to promote the sustainable use of polymers and the circular economy. Meraxis sees itself as an active partner for digital transformation in the plastics industry.

Serializing for DSCSA compliance, TQS-HC-A-TE Checkweigher combines traceability and anti-counterfeiting capabilities with company’s hallmark precision weight control.
Wipotec, a leading manufacturer and supplier of precision in-motion weighing, track and trace/anti-counterfeiting solutions and X-Ray scanning equipment, will showcase a three-in-one checkweigher/track & trace/temper-evidence module with industry-leading compactness at INTERPHEX NYC, Booth 2261, April 25-27. The TQS-HC-A-TE offers the precision weight monitoring for which the company is known, plus added traceability and anti-counterfeiting elements increasingly required on pharmaceutical packaging lines.
Notably, the serialization-ready TQS-HC-A-TE is an ideal solution for compliance with the final regulations of the Drug Supply Chain Security Act (DSCSA). Scheduled to take effect in late November 2023, this last track & trace hurdle requires interoperable, electronic tracing of products at the package level, including the incorporation of parent-child relationships to distinguish lots and other product groupings.
The TQS-HC-A-TE unit is literally bookended by built-in quality control: its lead acronym, “TQS,” stands for “Traceable Quality System,” indicating the machine’s ability to perform such serialization-centric duties as in-line printing of batch or unique product identifiers, print verification, and the ability to add extra sensory data to a product’s unique identifier. “TE” indicates that the machine is equipped with tamper-evident labeling systems on both sides, allowing pharma manufacturers to seal the insertion flaps of folding boxes or even apply further anti-counterfeiting vignettes from above.
The machine’s valuable extras do not come at the expense of its checkweighing duties: the TQS-HC-A-TE utilizes Wipotec’s precision Electro-Magnetic Force Restoration (EMFR) technology, which enables extremely short settling times to deliver fast, accurate and repeatable weighing results. Thanks to the company’s’ ConfigureFast User Interface, the transport system, coding unit, camera, scales and labeler are all controlled with a single software application.
Wipotec’ s TQS-HC-A-TE can handle up to 300 products per minute at lowest-possible reject rates, with an upgrade available that doubles throughput capacity to as many as 600/min. Its standard weighing range of up to 750g also can be doubled, and options also are available that expand the base unit’s maximum product length (120mm), height (150mm) and depth (200mm). The weigh cell’s performance while performing all functions mentioned above is barely hindered, with standard deviations as low as 200mg for a blistered carton.
About Wipotec
Wipotec, Inc. is a leading manufacturer and supplier of precision in-motion product weighing, X-Ray scanning, product inspection, parcel dimensioning, package marking, and serialization and aggregation equipment. The company's weighing, inspection, and track and trace solutions serve applications in a broad array of industries, including pharmaceutical, food, chemical, cosmetics, healthcare, e-commerce and logistics.
Located in the Atlanta, GA suburb of Lawrenceville, Wipotec headquarters includes a demonstration showroom, customer application engineering labs, a spare parts warehouse, and state-of-the-art meeting and training rooms. The company is part of Germany-based Wipotec group, which employs more than 1,000 people worldwide and has been pioneering dynamic weighing solutions for more than three decades. For more information, call (678) 344-8300 or visit http://www.wipotec.com/us.

Featuring fast changeover and statistical weight control, the company’s Essentia 100 Capsule Filler can produce up to 100,000 capsules per hour.
MG America, the U.S. subsidiary of MG2 of Bologna, Italy and a leading supplier of processing and packaging equipment, will introduce its latest capsule filling solution at INTERPHEX NYC, April 25-27. At Booth 2221, the company will debut its Essentia 100 Capsule Filler, a compact, versatile unit suitable for medium- to large-batch manufacturing whose small footprint and ergonomic design allow for minimal production floorspace allocation, easy cleaning and simplified maintenance.
Capable of producing up to 100,000 capsules per hour, the Essentia 100 Capsule Filler can handle powder or pellet dosing, with quality assurance provided through statistical weight control (SWC) system. Operation is exceedingly user-friendly, with fast changeover, intuitive recipe and parameters direction via a 15-inch human-machine interface (HMI), and comparably brief stoppages for cleaning and maintenance.
“As the pharmaceutical manufacturing landscape continues to become more demanding and diversified, production equipment must provide speed, agility and ease of operation,” said Claudio Radossi, President of MG America. “The new Essentia 100 Capsule Filler exemplifies these modern-day requirements, and we look forward to its premiere at INTERPHEX NYC .”
About MG America
MG America is a subsidiary of MG2 of Bologna Italy, a company that was founded in 1966 and today is one of the world’s three leading manufacturers of capsule filling equipment. MG America is a leading supplier of an innovative family of precision-crafted processing and packaging machinery that includes capsule fillers, tablet presses, material handling, primary packaging equipment, secondary packaging equipment, checkweighing/weight control systems, tablet & capsule inspection, and line integration solutions. From sales, field service and spare parts to machine trials and local service/support representation, MG America offers a true "Partnership for Success."
MG America is located at 31 Kulick Road, Fairfield, NJ 07004. For more information, call (973) 808-8185 or visit www.mgamerica.com.

Toronto, Canada - CANEI, a leading supplier of recycled plastic raw materials, is proud to announce its
inclusion on the Financial Times list of America’s Fastest Growing Companies 2023, ranking at No. 268,
CANEI's compound annual growth rate (CAGR) in revenue between 2018 and 2021 has earned it a
well-deserved spot on this list.
CANEI's commitment to sustainability and the environment has been at the forefront of its business model
since its founding in 2012. The company has been recognized as one of the fastest-growing startups in
Canada in 2016 and 2017, and as one of Canada's fastest-growing companies in 2018 by Canadian Business
and Profit Magazine. Additionally, CANEI Corporation ranked No. 310 on the 2020 Report on the Business
ranking of Canada's Top Growing Companies.
As one of the few waste management and recycling programs on the list, CANEI's focus on providing
high-quality materials to its clients has solidified its position as a leader in the industry.
CANEI's founder and CEO, Alkarim Shamsy, is committed to improving the environmental impact of plastics.
He was inspired to enter the plastics industry after witnessing the negative implications of not having a
proper waste management system. Shamsy is grateful for the recognition from The Financial Times and is
more motivated than ever to continue his life's mission of reducing plastic waste.
CANEI's presence extends to over 15 countries, and the company aims to help manufacturers use more
recycled plastics in their process without sacrificing quality. By promoting sustainability and offering
high-quality materials, CANEI is making a positive impact on the environment and leading the way in the
industry.
This prestigious award is presented by Financial Times and Statista Inc., the world-leading statistics portal
and industry ranking provider. The awards list was announced on March 28
th
, 2023, and can currently be
viewed on the Financial Times website.
Financial Times and Statista selected America’s Fastest Growing Companies 2023 ranking lists the top 500
companies in the Americas that have achieved the highest compound annual growth in revenues between
2018 and 2021. The list includes some of the most innovative and successful companies in the region, and
CANEI is proud to be among them.

Family of secondary packaging options ideal for prefilled syringes, autoinjector pens, vials & ampoules.
Keystone Folding Box Co., a designer and manufacturer of paperboard packaging solutions, now offers a line of secondary packaging systems for injectable pharma products. Available in a variety of tailored features and in both all-paperboard and plastic-hybrid formats, solutions are available for prefilled syringes, autoinjector pens, vials and ampoules, as well as combinations of these.
Biologics, biosimilars, vaccines and other medications delivered through injection present unique secondary packaging challenges. Addressing these complexities, Keystone’s collection meets a range of needs through options such as tamper evidence and child-resistance via reclosable locking mechanisms – all while ensuring product protection throughout the supply chain. The portfolio includes:
• The Vial Pack line of cartons includes designs for packaging a single vial or ampoule, or as many products as a program requires. The easy-to-store packs allow ample real estate for detailed usage instructions – a must for healthcare professionals and caregivers, including staff in hospitals, assisted living facilities and at-home care settings.
• A line of Injectable Packs is suitable for prefilled syringes or autoinjector pens, and can be designed to include ancillary items like sterile wipes.
• The InjectaSlide package incorporates a thermoformed tray that slides inside a carton and into a locked position; a lock release button must be pressed to unlock and slide the tray forward for easy access to each dose.
Keystone’s secondary packaging solutions for injectables are appropriate for automated or manual production, and are ideal for everything from clinical trials and academic settings to mail order drugs, compounding pharmacies and other full-scale commercialization scenarios. The packaging is suitable for use in temperatures as low as -80C which is typical with cold-chain distribution required of injectable products.
Child-resistant features are available with several of the solutions and, for outpatient or in-home use, multi-dose packs can be designed capable of prompting patients to administer the correct dose at the proper date and time.
“Medications administered by injection are often high-value and delivered in fragile primary packaging such as vials or prefilled syringes. Injectable products require protection that recognizes and respects these circumstances, and that can accommodate the various shapes, sizes and special features our packaging solutions provide,” said Ward Smith, Director of Marketing & Business Development at Keystone Folding Box Co. “Our diverse, customizable range of secondary packaging solutions for injectable products exemplifies Keystone’s commitment to ensuring product protection and enhanced consumer experiences in every design.”
About Keystone Folding Box Co.
While Keystone continues to be a leader in the manufacturing and design of paperboard packaging, they are also a design center and source for non-paperboard packaging components. To learn more about Keystone Folding Box Company, please contact Ward Smith at Keystone Folding Box Company, at (513) 871-4747, ward.smith@keyboxco.com or visit www.keyboxco.com.

Amcor (NYSE:AMCR, ASX:AMC), a global leader in developing and producing responsible packaging solutions, today announced that it has earned a Flexible Packaging Association (FPA) Silver Achievement Award for its AmPrima™ PE Plus recycle-ready pouch for Lahli™ Morning Protein Bites.
The honor was announced at the FPA’s Annual Flexible Packaging Achievement Awards Competition in Amelia Island, Fla.
“Utilizing Amcor’s global innovation resources, we are proud to have developed for our customer a new, more responsible packaging solution that does not compromise performance,” said Amcor Flexibles North America Research and Development Vice President Brian Carvill. “It is an honor to be recognized for our deep capabilities in material science and packaging technologies, and strong commitment to solving complex environmental and performance challenges.”
The pouch features Amcor’s AmPrima™ PE Plus recycle-ready film:
AmPrima™ solutions employ a variety of technologies, including proprietary techniques unavailable elsewhere, to deliver recycle-ready alternatives with no compromise on performance.
The AmPrima™ PE Plus material matches the clarity, stiffness, heat resistance, surface energy and abuse resistance of the unrecyclable incumbent film.
To aid recycling efforts, the pouch carries a How2Recycle® label for the PE stream, clearly communicating store drop-off recycling instructions.
In addition, the pouch enhances performance in the eyes and hands of the consumer:
With Amplify® finishing technologies, customers’ brands perform better, stand out on shelf, and create an elevated consumer experience, all while delivering consistent operational performance.
The pouch features a tactile, scuff-resistant matte over lacquer conveying a natural feel. This innovation satisfied Lahli’s dedication to flavorful, quality ingredients and the desire for refreshed packaging graphics.
Since 1956, the FPA Achievement Awards have showcased industry innovation and advances that have changed the packaging industry.
About Amcor
Amcor is a global leader in developing and producing responsible packaging solutions for food, beverage, pharmaceutical, medical, home and personal care, and other products. Amcor works with leading companies around the world to protect their products and the people who rely on them, differentiate brands, and improve supply chains through a range of flexible and rigid packaging, specialty cartons, closures, and services. The company is focused on making packaging that is increasingly lighter weight, recyclable and reusable, and made using an increasing amount of recycled content. In fiscal year 2022, 44,000 Amcor people generated $15 billion in annual sales from operations that span 220 locations in 43 countries. NYSE: AMCR; ASX: AMC

New backplane bus of B&R increases performance of X20 system. The X2X+ backplane bus as an option, increasing the performance of the X20 system by a factor of four. As all existing X20 I/O modules are already compatible with X2X+, all it takes to build more powerful machines are bus modules. This new added feature increases machine performance and the varied advantages of this new bus are particularly apparent in applications that involve many I/O modules or high data volume but where short cycle times are imperative. It is even possible to set up two separate cycle times so that less time-critical data is transported more slowly and generates less network and processor load. In this way, complex high-speed processes can be controlled reliably using cost-effective standard hardware. With high sampling rates X2X+ enables faster data transfer and up to four times faster response times. In combination with this higher bandwidth, large amounts of data can be handled better, and higher sampling rates can be achieved. This is an advantage when measuring vibration for example, and results in more accurate condition monitoring across the board. With its extraordinary performance-oriented details and a sophisticated ergonomic design, the X20 System is more than a remote I/O system, it is a complete control solution.

The world-famous Bavarian Brewery OeTTINGER is one of those companies that does not need to advertise their sustainability – they live and breathe sustainability. WEIMA's presses for removing labels from glass bottles and for recycling cans are operated at several locations to dewater and compact waste materials in one process step. The challenge: huge production volumes.
Every year, OeTTINGER fills around two billion bottles and cans at four locations in Germany. This is a total of around eight million hectoliters (800 million liters) of beer, beer mixes and a variety of soft drinks. The equivalent of filling 320 Olympic swimming pools. The company has been in business since 1731 and boasts a long tradition, making it one of the most influential breweries in the world.
Once the many reusable glass bottles are returned to OeTTINGER after use, the labels are removed and the bottles washed. Several hydraulic A series presses have been doing their job here for many years. Master Brewer Johann Dietrich draws a positive balance:
"We decided at that time to use WEIMA label presses in our bottle washer lines. And we can confirm from our experience to date that they not only run very reliably but above all require little maintenance. This really paid off for OeTTINGER."
By compacting and dewatering the wet label residues, the Swabian brewery group significantly reduces both the volume of waste and its transport costs. The lye produced during cleaning is separated from the almost dry bottle labels and can then be correctly disposed of. Formed into a round pellet/disc, the compacted labels are considered to be pure paper waste.
OeTTINGER's second area of application for the WEIMA presses concerns the processing of scrap cans. When filling beverage cans, it is inevitable that individual cans are underfilled or overfilled at the beginning and end of a production cycle. They then do not meet the brewery's quality standards and have to be sorted out. At OeTTINGER, the ejection process is fully automated and takes place at lightning speed thanks to the use of sensors.
Before WEIMA presses were used, the rejected cans were only dewatered and only partially compacted. The cost savings were difficult to measure, recalls Johann Dietrich, while describing the benefits of the process changeover:
"We were not satisfied with the previous solution. Individual beer cans were also compacted, but the compaction was not as uniform as with the WEIMA machine. The focus for OeTTINGER is on reducing freight volumes. Our cans are now optimally compacted – to form a compact disc with a diameter of 200 mm. With the help of our recycling partners, aluminum cans can be returned to the raw material cycle."
At two of OeTTINGER's filling sites, the hydraulic presses for cans are from the WEIMA's G series. At a distance from the actual filling line, they serve as a central collection point for internal can recycling, and, depending on the amount of waste, they are operated flexibly by up to 30 different employees. Master Brewer Dietrich explains how easy and efficient recycling has now become:
"From the very beginning, when we purchased the machine, it was important to us that it was easy to operate. What we appreciate most about the G.200 is the uncomplicated cleaning and its high availability. And if a malfunction does occur, it can usually be easily remedied. All in all, we have a very cooperative partnership with WEIMA."
About WEIMA:
More than 40,000 machines sold worldwide! For over four decades, WEIMA has been manufacturing robust shredding and compacting machines for the disposal and processing of all types of waste. These include single-shaft shredders, four-shaft shredders, granulators, briquetting presses, packaging and dewatering presses. The popular orange machines are used in the wood, plastics, paper, metal and waste-to-energy industries.
Made in Germany. Built for the world.
Shredders, briquetting presses and draining presses from WEIMA are exclusively made in Germany and come from production plants in SaxonyAnhalt and Baden-Wuerttemberg. Every year, more than 300 employees work on around 1,200 customer solutions for use worldwide. Long-standing sales and service locations exist in the USA, Italy, India and China. More than 80 representatives supplement this global presence.

About a year ago, ink manufacturer hubergroup Print Solutions launched the digital print folder for its offset portfolio, which is intended to enable customers to benefit from faster and more efficient production, among other things. Now the international ink specialist is taking stock: according to hubergroup, the reaction of customers to the digital solution was consistently positive, and they were impressed by the high colour accuracy that is possible thanks to the integration in the company's own colour management system HDCC. In the meantime, the ink manufacturer has therefore already connected four hubergroup sites in Europe and North America to the production of digital print folders and switched a large number of customers to the digital solution.
Heinz Aumüller, who is responsible for prepress and process standardisation at hubergroup, recounts: "At the beginning, we expected that we would have to convince our customers to test the digital print folders – but the opposite has been the case: almost all the customers we have approached so far were immediately willing to test our digital print folder and switched to it after a short time. Some have even approached us proactively. The quality and colour accuracy of the digital print folders, combined with the more efficient and flexible production process, are simply convincing."
The special feature of the hubergroup solution is the complete integration into the company's own colour management system HDCC. This means that the digital print folders go through the same quality control processes as analogue print folders and are also verified against their analogue reference. In addition, customers benefit from a faster and more efficient production process, which is particularly noticeable in the creation of multiple copies and multi-site productions.
One of hubergroup’s biggest customers in Northern Germany that has already switched to digital print folders is the printing company H.O.Persiehl, which specialises in printing high-quality packaging. Marco Erdmann and Soehnke Schildt, Managers Sheet Printing Department at H.O.Persiehl Norderstedt, explain: "The digital print folders did not only convince us with their very high colour accuracy but also with their long durability without physical changes. Furthermore, the quick availability, even in larger quantities, and the fast response time is a great advantage for us in everyday life."
To meet the demand for digital print folders, hubergroup is setting up a global network of locations. Currently, the inks manufacturer produces digital print folders at four sites: Celle (Germany), Nottingham (UK), Arlington Heights (USA) and Mississauga (Canada).
Heinz Aumüller adds: "Our global network of production sites and their centralised access to our HDCC opens up completely new possibilities for flexibility and resource availability. Especially in global colour projects, we benefit from location independence and digital print folder output at the destination. The next site integrations are already being planned so that our customers can benefit even more from our flexibility and efficiency."
About hubergroup
hubergroup is an international printing inks and chemicals specialist based in Germany with a 255-year history. Within its two divisions, the company develops innovative, sustainable products and services to enable its customers first-class results. The Print Solutions Division produces inks, varnishes, and printing aids for packaging, commercial, and newspaper printing. In addition, the associated subsidiary Gleitsmann Security Inks manufactures security inks. The Chemicals Division produces speciality chemicals such as resins, lamination adhesives, pigments, and additives in its facilities in India. hubergroup employs about 3,500 people in nearly 30 countries and generated an annual turnover of about €704 million in 2021.

The acquisition of MK Printpack is expected to further strengthen Parksons Packaging’s leadership position in the fol
Talented long-term executive will help oversee newly formed segment,
TekniPlex Consumer Products, a globally integrated provider of innovative solutions through materials science and manufacturing technologies, has hired Aurélie Emond as Segment VP for the division’s recently formed Integrated Performance Solutions (IPS) segment. Working in tandem with regional executives around the world, Ms. Emond’s purview will include solidifying and steering the nascent IPS segment’s global business strategy.
Formed in Q4 2022, TekniPlex Consumer Products’ IPS segment focuses on the sealing and dispensing needs of various markets, including home care, food & beverage, beauty & personal care, and consumer healthcare products. It unites the capabilities of two TekniPlex legacy companies: TriSeal, whose materials science-based liner and lidding solutions and automation technology solutions address ever-changing market needs from sustainability to unique barrier solutions; and Action Technology, which has developed over 100 unique rubber and plastic formulations – including rubber gaskets, bulbs and dip tubes – designed to meet critical performance requirements in the pressurized and non-pressurized dispensing pumps market.
“Aurélie is a true business development pro, with a strong track record of growing industrial and technical B2B and B2B2C initiatives with broad, often international dimensions,” said Eldon Schaffer, CEO of TekniPlex Consumer Products. “She brings a history of fostering collective intelligence in ways that rally diverse teams around clear, shared visions and ambitions.”
With a career spanning more than 25 years, Ms. Emond has experience in several complex industries. Most recently, she was VP of Business Development for active packaging solutions supplier Clariant Healthcare Packaging. There, Ms. Emond broadened market education, identified growth opportunities, and helped expand market presence in the active packaging segment.
Earlier in her career, Ms. Emond held executive roles with cosmetics industry packaging provider Crown Risdon (now part of Berry Plastics), as well as prominent beauty company Albéa. At Albéa, she held several sales, innovation, and marketing leadership roles over a decade-long tenure.
Ms. Emond earned a master’s degree in mechanical engineering from the Université de Technologie de Compiègne in France. She resides near Paris.
About TekniPlex Consumer Products
TekniPlex Consumer Products specializes in advanced materials science solutions for companies in the food & beverage and CPG industries with a focus on protecting products, strengthening brands, and innovating sustainably. TekniPlex Consumer Products serves companies around the world in sectors including beauty and personal care, household items, and food and beverage.
With an expanding selection of material-diverse solutions – bolstered in recent years, by a series of strategic acquisitions – TekniPlex Consumer Products is leading the way creating next-generation packaging designs that address real-world challenges in the markets it serves. Most notably, the company is focused on developing more sustainable solutions that continue to provide product safety and consumer satisfaction. For more information, visit www.tekni-plex.com/consumer

Guerlain, one of France’s oldest perfume and cosmetics houses, is using the latest end of line and traceability technologies from Sidel to fight counterfeiting. Sidel’s combi packing/palletising solution for bottles in cartons is also delivering product care and compactness on Guerlain’s new line for advanced skincare.
The solution is now in place at Guerlain’s main production site near Chartres, France. Guerlain is a subsidiary of luxury goods house LVMH and this facility, known as La Ruche (the beehive), is at the heart of France’s ‘cosmetics valley.’
Sidel already has a strong reputation within this world-renowned cluster, with many other luxury brands choosing its robotic case packers, palletisers and combi solutions for the high levels of efficiency and product care that this exclusive industry demands. The Champagne and cognac industries have also selected Sidel technology for its traceability and aggregation capabilities, as has the pharmaceutical industry, which uses even more complex and stringent serialisation and track & trace systems with real-time marking, tracking and aggregation.
“Sidel embedded every aspect of product labelling, control and rejection that we requested, and adapted the end-of-line process to suit our traceability needs,” says Aurélien Bernier, Investment Capacity Project Manager at Guerlain.
The robotic packing and palletising combi solution, designed by Sidel to function in a compact space of less than 20m2, manages the physical flow of products, cases and pallets. It handles 60 cartons of skincare products bottles per minute in four formats. Each carton, case and pallet is tagged using bar codes and labels which are read, recorded and aggregated into the Guerlain central database. This means that Guerlain, at any time, can guarantee the product origin and full characteristics by searching its central database, and can remove any counterfeit products that are not recorded, or identify any product distributed in the wrong marketplace. Sidel’s end of line equipment is asked to generate more than 4,000 information exchanges per pallet to control the full quality process, while at the same time keeping a high level of machine availability and efficiency with error margins of less than 1% per production order.
In this high added-value industry, product care and integrity is key. Cartons are fully protected from infeed, batch collation and case packing by adapted belt and guides fitted with a protective felt covering to ensure limited abrasion and frictions.
“We were aware of Sidel’s reputation for high levels of traceability and were very impressed by its ability to tailor and finetune the automation to our process needs and traceability requirements,” continues Aurélien.
“Sidel also had to adapt their machine automation and communication protocols into our IT and central database set-up – we can’t permit modifications because the same system is used throughout LVMH Group perfume and cosmetics facilities.”
Sidel has provided its luxury goods customer with a tailored automated solution at the same time as strengthening its quality processes. Its agility and expertise has enabled Guerlain, with its long history of making hand-crafted beauty products, to retain the precision and adaptability of manual operation while moving to full automation.
About Guerlain
Established in 1828, the House of Guerlain is one of the world’s oldest perfume houses. The brand’s motif is a bee, symbolising how it has flourished by making products that are cherished all over the world for their ability to protect and preserve. Suppliers to the 200-year old company know that they are expected to match the company’s characteristics of savoir-faire and hand-crafted precision. Guerlain is part of the LVMH Group, which owns 75 houses in wines & spirits, fashion & leather goods, perfumes & cosmetics and watches & jewellery, including brands such as Moët et Chandon, Louis Vuitton and Bulgari.

Following a construction period of around one year, the building extension at the Bozhurishte production site was officially opened yesterday by the MULTIVAC Management Board. The guests at the inauguration ceremony included Nikola Stoyanov, Bulgarian Min-ister of Economy and Industry, and Dr Antoaneta Bares, Managing Director of National Company Industrial Zones EAD. Additional production and assembly facilities, as well as state-of-the-art of-fices, covering a total area of around 5,600 square metres, are now available for use. The investment amounted to around six million euros.
Dr Christian Lau, Group President (Chief Operating Officer) of MULTI-VAC, said at the official opening: “With the completion of our new building, we are delighted that we can significantly increase our capaci-ty on-site in sheet metal manufacturing, as well as electrical and me-chanical assembly. Thanks to the very latest manufacturing technology, the factory is highly efficient and offers ideal production conditions.”
Miyryam Servet Mustafa, Managing Director of MULTIVAC Bulgaria Production EOOD, added: “As a consequence of the expansion, we will create approx. 100 attractive new jobs in the Production department. This expansion also underlines the outstanding development of our company in Bulgaria.”
Christian Traumann, CEO and Speaker for the MULTIVAC Management Board, summed up: “The site at Bozhurishte, which was put into opera-tion in 2018 and supplies various companies within the MULTIVAC Group, has developed over recent years into a strategically important part of our worldwide production network. The sales company for Bul-garia, with its own showroom and training facility for customers and staff, is also located on the site, and this means that we now employ a total of around 230 staff locally.”
In addition to the Bulgarian factory, MULTIVAC has twelve more production sites in Germany, Austria, Spain, Brazil, China, Japan and the USA, and a further factory is currently being built in India.
About MULTIVAC
Packaged expertise, innovative cutting-edge technology and strong brands under one roof: MULTIVAC offers complete solutions for the packaging and processing of food, medical and pharmaceutical prod-ucts, as well as industrial items – and as the technology leader, it con-tinues to set new benchmarks in the market. For more than 60 years the name MULTIVAC has stood for stability, strong values, innovation and future security, as well as quality and excellent service. Founded in 1961 in the Allgäu region of Germany, MULTIVAC is today a global solutions supplier, which supports small and medium-sized companies, as well as large corporate businesses, in designing their production processes to be efficient and resource-saving. The MULTIVAC Group's product port-folio comprises a wide range of packaging technology, automation so-lutions, labelling and marking equipment, inspection systems and pack-aging materials. The product range is complemented by practical and customised solutions for food processing - from slicers and portioning machines right up to bakery technology. All the packaging and pro-cessing solutions are individually matched to customer requirements in the company's own application and development facilities. Around 7,000 MULTIVAC staff in more than 80 subsidiaries worldwide ensure that the company remains close to its customers, as well as providing the maximum customer satisfaction - from the first project concept right through to after-sales service. Further information at: www.multivac.com

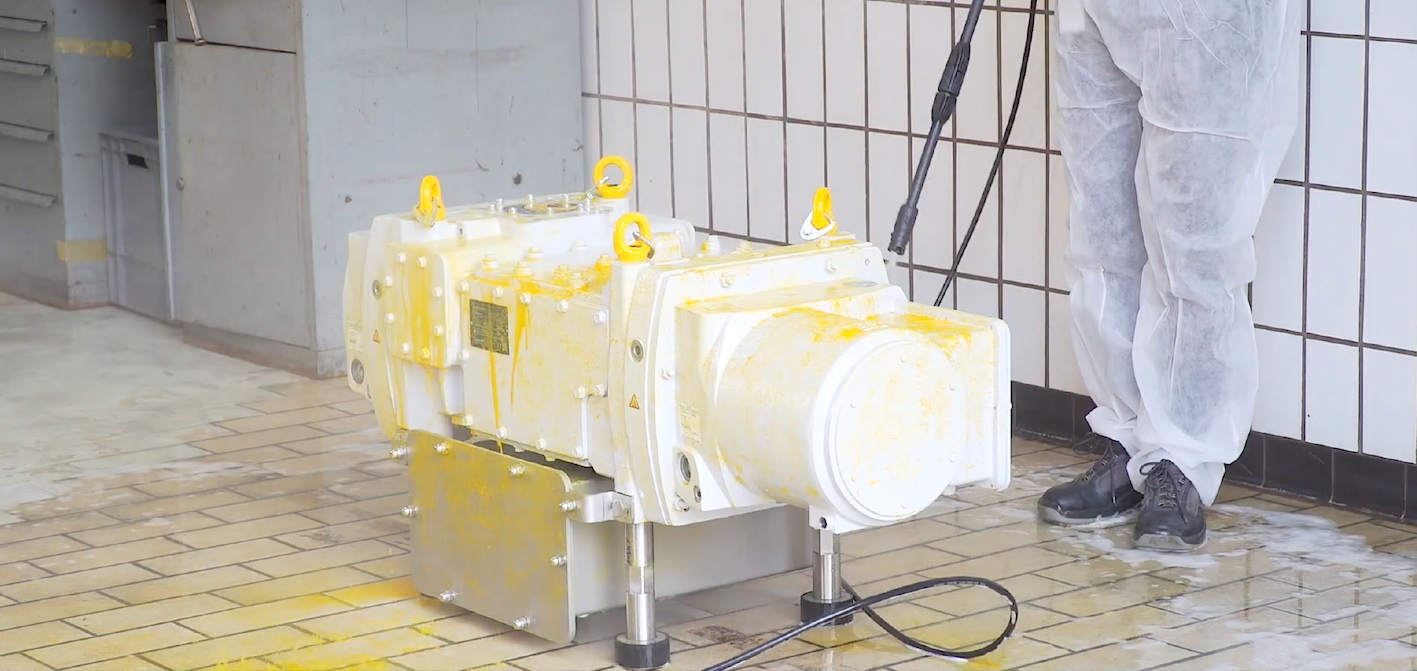
Cologne, March 2023 – Vacuum systems used in food and packaging processes must contribute to safe and efficient food supply. With the new wash-down vacuum pumps DV 650 and DV 800 FP-r of the established, dry-running DRYVAC series, Leybold has developed two models for these industrial processes. Their use facilitates production, increases food safety and extends the shelf life of foodstuffs
Washable in any installation position
The new DRYVAC DV 650 and DV 800 FP-r screw vacuum pumps are characterized not only by their proven functional principle but also by their compact design. In demanding, harsh food applications, they require only a small footprint and little installation space. In addition, they can be washed down inside and outside in any installation position.
Installation close to the machine possible
In addition, their compact size and low noise level enable uncomplicated, near-machine installation in the immediate vicinity of the production line. The advantage for users: during daily cleaning of the system, the DV 650/800 FP-r pumps can be washed down with the production equipment in one process. This results in fewer system downtimes, better cycle times, less maintenance, a higher standard of hygiene and higher filling and packaging outputs. This is a real advantage in packaging applications requiring good vacuum level (i.e. low pressure) such as skin pack for example.
Oil-free technology reduces contamination
Due to their rotor design, Leybold's robust DRYVAC models operate very energy-efficiently and at low lifetime costs. In line with the requirement profile in most applications, their use also guarantees a high pumping speed from atmospheric pressure to low pressure ranges. Thanks to modern, oil-free pump technology, the risk of contamination of pumped media with lubricants is minimal. "This requirement is of great importance across all applications in the food industry," reports Olaf Stahlschmidt, the DRYVAC product manager at Leybold.
Equipped with frequency converter
The DV 650 and DV 800 FP-r models are equipped with a frequency converter for easy monitoring and control. It enables a variety of functionalities: For example, it provides only the energy required at a time, which leads to lower energy consumption overall. Furthermore, it offers the possibility of a definable ramp-up of the rotation frequency with which a vacuum chamber can be gently evacuated. This is particularly advantageous when processing foodstuffs that would change their shape if the pressure in the chamber were lowered too quickly, such as bakery products.
The advantages for users at a glance:
- Water cooling enables installation directly in the air-conditioned process area
- Suitable for daily wash down and flushable with liquids inside
- High tolerance to vapor, liquid slugs and soft particles thanks dry screw principle
- Easy maintenance, longer maintenance intervals
- Optional integrated, easy-to-clean stainless steel silencer
Mondi, a global leader in sustainable packaging and paper, provides new possibilities for sourcing paper easily and quickly.
An integrated system
The website mymondi.net serves as a central access point. Starting from the product pages, articles from the PERGRAPHICA® and Color Copy ranges are linked directly with suitable sources of supply. This service is open to customers in Germany, Switzerland, France, Italy and Great Britain. The purchasing process is handled by a network of long-standing partners and supplemented by a web shop operated by paper merchant Europapier. Bernhard Cantzler, Head of Marketing and Business Development at Mondi Uncoated Fine Paper, explains the reasoning behind this: “For us, digital and analogue go hand in hand. We use digital possibilities and our distributor network so our customers can get Mondi papers for their analogue projects quickly and reliably. We want to make sure that our paper enthusiasts get exactly the paper they want. This digital approach has been well received.”
With the new setup, Mondi completes its range of digital platforms. mymondi.shop has been providing ordering and service options to direct customers for over five years. “mymondi.shop is reserved for customers with larger order quantities. With the latest extension, companies that need smaller quantities can buy them via mymondi.net. mymondi.net is our public website for Mondi brands, which was previously limited to information and inspiration and now also allows you to source our papers,” Bernhard Cantzler explains.
For us, digital and analogue go hand in hand. We use digital possibilities and our distributor network so our customers can get Mondi papers for their analogue projects quickly and reliably. We want to make sure that our paper enthusiasts get exactly the paper they want.
Bernhard Cantzler, Head of Marketing & Business Development at Mondi Uncoated Fine Paper
48 hours from one sheet
Most orders are processed via Mondi’s existing distributor network. In the United Kingdom, the respective web shops of long-standing Mondi partners have been fully integrated. Customers are redirected directly to the specific product page to keep the ordering process short. If specialties from the PERGRAPHICA® and Color Copy range are not offered by the distributor network, there is a web shop operated by the international paper dealer Europapier.
“This allows us to offer a broad portfolio of specialties. Products that are perhaps bought less often are available in the web shop. As a specialist in fine paper with many years of experience in international logistics, Europapier is a reliable partner who can also process complex orders in a short time,” explains Daniel Richter, Managing Director of Europapier Austria. Interested parties can obtain a comprehensive portfolio via the web shop. Whether extra-long digital formats from Color Copy original, the 31 PERGRAPHICA® Colours or PERGRAPHICA® envelopes, the web shop ships within 48 hours, usually with a minimum order quantity of one sheet. For transport, Europapier relies on special packaging that protects even large formats. “We are delighted to be collaborating on this extraordinary project. The pilot phase has now been successfully completed and the shop is well received,” he adds.
All partners work together along the value chain, which results in optimised coordination. Many years of close cooperation, expertise in their respective areas of responsibility and future-oriented thinking of the partners involved put customer needs in the foreground. "mymondi.net, as a central point of contact, guides paper lovers intuitively through the decision-making and ordering process - quickly and easily to the right paper," concludes Bernhard Cantzler.
More information
Inspiration and stories on projects with Mondi papers as well as order options can be found under: https://www.mymondi.net/ufp/de
For high-resolution photos, please visit: https://images.mondigroup.com/smartViews/view?view=rL6V1EjgPiM8
Contact
Christina Fadler
Senior Communications Manager
Mondi Uncoated Fine Paper
Tel: +43 1 79013 4917
E-Mail: christina.fadler@mondigroup.com
About Mondi Uncoated Fine Paper
Uncoated Fine Paper is a business unit of Mondi Group. In its operating sites, Mondi Uncoated Fine Paper produces pulp and environmentally sound office and professional printing papers tailored to the latest professional digital and offset print technologies. The company complies with the strictest international certification standards to support sustainable production processes through the responsible management of forest, water and air resources. Mondi’s Green Spirit approach serves as a guide and signpost, a future-oriented and positive attitude that connects the company to its customers – making an impact together. As part of the Mondi Action Plan 2030 (MAP2030), Mondi is the first to offer an extensive uncoated fine paper portfolio as Cradle to Cradle Certified® Bronze meeting the high standards and demanding requirements of this certification scheme which marks the step from a linear to a circular economy.
Its renowned brands such as Color Copy, PERGRAPHICA®, NAUTILUS®, NEUJET®, IQ, MAESTRO®, BIO TOP 3®, DNS® or ROTATRIM are used in office environments on laser or inkjet printers and by professional printers on digital or offset presses to create brochures, transactional material, folders, invitations, business cards, letterheads or other high-impact communication. Converters appreciate the excellent printability and smooth handling of Mondi’s professional printing papers.
About Mondi
Mondi is a global leader in packaging and paper, contributing to a better world by making innovative solutions that are sustainable by design. Our business is integrated across the value chain – from managing forests and producing pulp, paper and films, to developing and manufacturing sustainable consumer and industrial packaging solutions using paper where possible, plastic when useful. Sustainability is at the centre of our strategy, with our ambitious commitments to 2030 focused on circular driven solutions, created by empowered people, taking action on climate.
In 2022, Mondi had revenues of €8.9 billion and underlying EBITDA of €1.8 billion from continuing operations, and employed 22,000 people worldwide. Mondi has a premium listing on the London Stock Exchange (MNDI), where the Group is a FTSE100 constituent, and also has a secondary listing on the JSE Limited (MNP).