What you need to know about the plastic ...
Heads of State, Ministers of environment and other representatives from 175 nations endorsed this landmark agreement
Heads of State, Ministers of environment and other representatives from 175 nations endorsed this landmark agreement
The International Organisation of Aluminium Aerosol Container Manufacturers (AEROBAL) reports that global shipments by its members declined by 1.2 percent in 2021 to around 5.6 billion units.
While the main end-use market of deodorants remained roughly at the previous year's level, deliveries to the hair mousses, shaving foams and food markets increased, in some cases by double digits. By contrast, the segments for hair sprays, sun care and pharmaceutical products, as well as for disinfectants, household and technical articles, were weaker than in the previous year.
The slight decline in shipments was mainly due to lower demand from the EU member states plus the United Kingdom. Overall, the North and South American markets were roughly level with the previous year, while deliveries to Asia and the Middle East even increased, in some cases significantly.
Sustainability is high on customers’ agenda
"Demand for sustainable packaging solutions remains high on customers' agendas. The manufacturers of aluminium aerosol cans are delivering convincing concepts here," knows AEROBAL President Leopold Werdich. For example, the ecological footprint of the cans is being sustainably improved through targeted weight reductions and the use of optimized coating systems. Overall, there is a trend in the market towards less complex can shapes, which creates greater leeway for weight reductions. The excellent sustainability performance of aluminium aerosol cans is rounded off by the optimum recyclability of aluminium, which can be recycled almost indefinitely without any loss of quality. Here, it is crucial that globally efficient collection and sorting keep the valuable material in the cycle.
Cautiously optimistic outlook for 2022
Order intake in the first quarter of 2022 so far bodes well for aluminium aerosol can manufacturers' business in the first half of the year. Due to the revitalization of marketing activities on the customer side, increased relaunch activities can be observed in the market. But the ongoing global corona pandemic, exorbitantly high energy prices driving inflation with corresponding loss of consumer purchasing power, and tensions in the supply chain for electronic control parts for machinery are dampening the industry’s mood.
By far the greatest concern for manufacturers, however, is the war in Ukraine with the accompanying uncertainty and upheavals in the markets.

Xaar has completed the acquisition of Megnajet, one of the market leaders in the design and manufacture of industrial ink management and supply systems for digital inkjet.
The deal accelerates Xaar’s growth strategy of offering its customers, particularly User Developer Integrators (UDIs), greater integration across inkjet solutions through access to more of the printing ecosystem, such as ink supply systems and electronics.
Megnajet designs and manufactures some of the most integrated and compact ink management and supply systems. Their broad product range will form part of Xaar’s inkjet solutions portfolio, helping UDI customers reduce development timescales and shorten their time to market, while also attracting a broader range of commercial opportunities for the business.
In addition, the acquisition will enable Megnajet to focus on growth through new developments and shared expertise across the group.
Megnajet will be headed by Mike Seal as its new General Manager. Mike joins the business having previously been Xaar’s Head of Advanced Applications.
Megnajet’s Technical Director, Graham Strudwick, becomes the Xaar Group’s new Director of System Component Integration, bringing his expertise to the wider business while still retaining the responsibilities from his previous role.
John Mills, CEO of Xaar, said; "This acquisition demonstrates further progress of our growth strategy as we focus on offering our customers a more integrated inkjet solution.
“As well as enhancing Xaar's world class inkjet expertise, Megnajet’s excellent reputation within the inkjet industry for delivering compact and easy to integrate products will ensure we can attract new opportunities through providing a more rounded approach for our customers.
“Xaar has worked with Megnajet for several years, so this acquisition is a great addition to our business. We are delighted to welcome everyone at Megnajet into the Xaar Group.”
Mike Seal commented; “I’m looking forward to working with the team to continue Megnajet’s focus in helping its customers get their products to market more quickly.
“Now, as part of Xaar, we will have the expertise, resources and technologies to develop our ink management and supply systems even further, benefiting our customers and growing the Megnajet business through this exciting integration.”
It is anticipated that the acquisition will contribute positively to earnings in 2022, and to the long-term profitable growth in Xaar's core printhead business.
Ends
Images provided:
About Xaar
Xaar is an inkjet innovator, providing printheads and technologies for OEM and UDI customers worldwide.
By helping customers lay down precise volumes of inks and fluids with absolute pin-point accuracy, time after time, Xaar’s inkjet printheads and technologies meet the needs of numerous markets. Covering graphics, labelling, direct-to-shape, packaging, product decoration, ceramic tile and glass decoration, décor, and outer case coding applications – as well as printing with specialist functional fluids for advanced manufacturing techniques.
Collaboration is at the very core of its business. Xaar works as a trusted partner from sites in Europe, China and North America, providing expert insights and technical support every step of the way.
With over 30 years’ experience, 280 patents registered or pending, and major ongoing R&D investment, Xaar’s digital printhead and precision jetting technologies create infinite opportunities for today’s sustainable manufacturing innovation.

EPIC, the organisation of the European packaging institutes1 , is calling for joint action as a result of the attack by Russia on Ukraine last week.
EPIC (European Packaging Institutes Consortium) was founded in 2002 and is the organisation where European packaging institutes come together on behalf of their members and the packaging business community as a whole, to identify areas where regional or pan-European cooperation in packaging might best be fostered. EPIC members meet regularly, based on an open and free exchange of insights, an open eye for mutual sustainable development and friendship.
EPIC calls upon all business actors in Europe to defend their shared values in packaging science, education, information exchange and cooperation. The basis of these values is mutual respect, open-mindedness and friendship.
● EPIC fundamentally rejects the military actions of Russia in Ukraine
● EPIC supports the citizens of Ukraine and all those active in the packaging specifically
● EPIC supports the citizens of Russia and all those active in the packaging specifically, who speak out against the military actions of Russia in Ukraine
● EPIC will support the Ukraine packaging business sector in major upcoming events, conferences and packaging exhibitions where it’s members will be participating this year
● EPIC calls on organisers of events, conferences and packaging exhibitions in Europe to support the Ukraine packaging business sector in their events this year
● EPIC calls on organisers of packaging exhibitions to refrain from organising exhibitions in Russia and Belarus immediately
● EPIC calls on all press and publicity media in Europe to openly support this call to action immediately in defending our shared values in packaging science, education, information exchange and cooperation
As the costs of raw materials, transport, labor, and energy continue to rise, hubergroup Print Solutions now reacts with a price increase for all global regions. The price increase applies to all segments, i.e., to sheet-fed/UV and web offset as well as flexo and gravure products and will vary by product. Local contacts will inform customers about the concrete effects and be available for questions at any time. The ink manufacturer emphasises that it is working hard to minimise price increases for customers by using its global supply network, examining other sourcing methods, and utilising alternative raw materials. Nevertheless, a price increase is unavoidable.
Heiner Klokkers, CEO of hubergroup, states: “The situation on the raw material market is not easing, but instead continues to worsen. The printing ink industry is severely affected by the increased costs for transport and raw materials such as pigments, resins or solvents. To ensure that we can continue to supply our customers with high-quality products in the future, it is unfortunately unavoidable that we reflect the increased procurement costs in the prices of our products.”
About hubergroup
hubergroup is a family business based in southern Germany with a 255-year history. The Print Solutions division produces and sells printing inks and printing aids for packaging printing and commercial printing. The security inks segment for international banknote and identity document producers is covered by the subsidiary Gleitsmann Security-Inks. The Chemicals Division markets raw materials such as pigments, resins and additives produced in India.
The company has always been focused on customer success. That is why hubergroup works on innovative solutions, technologies and services every day in order to optimise the value creation in the printing and chemistry industry and to allow their customers to achieve first-class results. In 2020, hubergroup generated an annual turnover of about €644 million and currently employs approximately 3,500 employees worldwide in over 30 countries.

The heart of Antares Vision Group’s Traceability Solution, GTS software is among the most widely utilized Level 3 platforms. Its latest upgrades include expanded data integrity protection and enhanced Levels 1 & 2 equipment agnosticism for simplified aggregation.
Antares Vision Group – a leading global provider of hardware and software Track & Trace solutions and a prominent player in inspection systems and smart data management for the life science, food & beverage, nutraceuticals and cosmetics sectors –has made a series of enhancements to its state-of-the-art Global Tracking System software. Among other upgrades, the new version features tightened data integrity protection (DIP), and more easily integrates with off-brand Levels 1 & 2 serialization equipment – an agnosticism providing seamless aggregation.
Antares Vision Group’s Global Tracking System is the heart of various products comprising the company’s track & trace solutions portfolio. Operating on a server, its primary function is to allocate work orders to production lines. Once production has commenced, AV Group GTS receives data from all lines as well as statistics, serialized codes, and audit trails. This information is stored in the site database, where it is accessible via the GTS User Interface.
Antares Vision Group's GTS offers an unsurpassed array of features. Capable of operating both on-premises and through the cloud, the system manages product recipes, associates printing layouts and assimilates camera formats based on specific products. With virtually no batch size limitations, it oversees serialization rules per all current global regulations (sequential, alpha-numeric, random, etc.). Notably, it can store multiple recipes per production line – a sizable advantage for companies serving countries with disparate track & trace regulations.
Unlike newer players in its space, GTS has nearly two decades as the progressively-improved core of track & trace systems. Among other key differentiators, its flexibility and compatibilty lead to a comparably low cost of ownership, with seamless remote implementation and regular upgrades readily available. Its central recipe management includes camera formats as well as label layout – another perk that separates it from competing solutions.
Depending on customer needs, AV Group GTS can receive serialization numbers from Level 4, or locally generate serial number pools independent of Level 4. The system can communicate with multiple Level 4-5 cloud systems, making it capable of interfacing with both in-house brand owners and external contract manufacturing organizations (CMOs),
Upon receiving production data from an Enterprise Resource Planning system, AV Group GTS seamlessly allocates work orders to production lines. Utilizing a centralized configuration repository for all line equipment, it also allows data to be loaded from other applications manually where required. At a work order's completion, AV Group GTS returns production data and statistics to the ERP.
Combined, these features yield various advantages that set AV Group GTS apart from many competing solutions. Crucially, its ability to optimize batch assignments can result in substantially less downtime. Its intuitive web-based interface also reduces deployment and training time, and line upgrades can be completed individually, simplifying updates.
Quality control also is simplified, owed to the full separation between Level 2 and Level 3 setups, and the ability to run on two different software versions. Recipe management with all-line setup information for the PLC, vision system and printer information results in decreased production changeover time, and reduced waste from human error during manual changeover.
In addition, AV Group GTS' centralized storage reduces management time and ensures reliable backup of all critical recipe information. It also helps guarantee consistency across all production lines, providing change control management of the recipe data and simplification of label management and validation.
About Antares Vision Group
It provides a unique and comprehensive ecosystem of technologies to guarantee product quality (inspection systems and equipment) and end-to-end product traceability (from raw materials to production, from distribution to the consumer), with integrated data, production and supply chain management, also achieved through the application of artificial intelligence and the use of blockchains.
Antares Vision Group is active in the Life Science sector (pharmaceutical, biomedical devices and hospitals), in the beverage, food and cosmetics industries, and has potential in other sectors. The world leader in Track & Trace systems for pharmaceutical products, it provides the major global manufacturers (over 50% of the top 20 multinationals) and numerous government authorities with solutions to monitor their supply chains and validate product authenticity.
Listed since April 2019 on the Italian Stock Exchange in the AIM (Alternative Investment Market) segment, and from 14 May 2021 in the STAR segment of the MTA (Electronic equity market), Antares Vision Group recorded a turnover of Euro 162 million in 2020, operates in 60 countries, employs around 1000 people and has a consolidated network of over 40 international Partners.
Further information please visit www.antaresvision.com and www.antaresvisiongroup.com.
There are many aspects of what we used to think of as normal life that have been irreversibly changed by two factors: the pandemic and the climate crisis. And the packaging industry is not immune to these changing dynamics.
That being said, the industry – across the entire supply chain from raw materials suppliers to manufacturers, brands and consumers – is shifting the way we think about packaging. In 2018, the EU passed Directive (EU) 2018/852 for packaging waste which states that by end of 2025, a total of 65% of all packaging waste should be recycled. Consumers are beginning to demand less product packaging that is more sustainable yet can still adequately protect products. Brands are responding to these demands – and to their own sustainability goals – by turning to packaging converters for greener packaging options. And converters, in turn, are looking for ways to incorporate more sustainable materials and practices into their product development, manufacturing and distribution processes. The ultimate goal is to achieve sustainability across the supply chain. But achievement of this goal is not necessarily in line with corporate cost savings goals. In order to improve sustainability, investments must be made. And consumers need to be educated about the value of more sustainable product packaging and be willing to pay a premium for it.
Sustainability: A Goal Worth Pursuing
Due to both consumer demand and climate crisis pressures, we see that sustainable efforts are becoming increasingly important to brands. To achieve a low carbon impact, brands must engage the entire supply chain for a life cycle assessment of the carbon footprint for each of their products. To the extent that other stakeholders across the supply chain have measured their carbon footprint in accordance with PAS 2050, the brands can actually apply those CO2 emission calculations to their own footprint. Thus, brands should be looking for suppliers who are pursuing a carbon measured strategy or whose products/materials have already been measured.
Asahi Photoproducts is on the path to studying carbon neutrality. Having met PAS 2050 standards for measuring our current state, we continue to evaluate the possibility to reduce our product carbon impact for our next generation AWP™-DEW CleanPrint water-washable flexographic plates.
A Heritage of Sustainability
Our move to bring more sustainable products to market did not start during the pandemic. Rather, we have been working toward this goal for half a century, even though the terminology for the various aspects of sustainability has changed many times over those years. Asahi Kasei was in fact the first manufacturer of a water washable liquid photopolymer plate resin (APRTM) in 1971.
For many years, our parent company Asahi Kasei has recognized that climate change is a serious global issue, impacting both the natural environment and society as a whole. Its group mission has been, and continues to be, to contribute to life and living for people around the world. Even when much of the world’s economic and social activity was suspended due to the Covid-19 pandemic, greenhouse gas (GHG) emissions did not decrease greatly, and emissions began increasing again when economic and social activity resumed. This is one indication of the difficulty of resolving the issue of climate change, and the need to accelerate relevant efforts. It is a key driver in Asahi Kasei’s increased drive toward attaining carbon neutrality status in all of its operations by 2050.
For Asahi Photoproducts, an early and key aspect of our drive toward delivering products in harmony with the environment includes moving from a hydrocarbon-based solvent wash platemaking process to a non-VOC based alternative such as water wash. But, of course, we are not stopping there as we continue our journey to a carbon neutral status. We will also continue to study our raw material and manufacturing processes to determine how that might fit into our future development efforts.
It is also important to note that with the improved quality and productivity flexographic printing technology has achieved over the years with innovations such as Asahi’s CleanPrint family of water wash plates, flexo is well positioned to compete with both offset and rotogravure printing. It should be noted that rotogravure accounts for about 20% of packaging printing worldwide, but has a key disadvantage: It requires the use of a highly toxic chemical, Chromium trioxide, for manufacturing rotogravure cylinders. While the European Union has extended its approval for the use of this chemical through September 2024, that does not diminish its impact on rotogravure’s carbon footprint. It’s just one of the components of the rotogravure process that makes it significantly less sustainable than flexography, especially using solvent-less production of the plates.
Packaged versus Fresh
There is another trend that is important to mention, and that is the growth of what is known as “Zero Waste Shops” selling unpacked food stuffs. While this approach is admirable in reducing packaging waste at a local level, it may not be able to solve the food waste problem on a larger scale. Food waste is a significant problem globally, and in many areas of the world, food security is a growing issue. Packaged food, on the other hand, especially if packaging material can be reused as a new raw material in a closed loop circular economy, can actually be more sustainable. Using lightweight functional barrier films in packaging to prevent moisture, oxygen and contaminants from food contact can vastly improve food shelf life and reduce food waste. In the end, non-packaged food on a large scale likely results in more spoiled food, actually wasting this valuable resource. Not everything needs to be packaged, of course. But there is value in a smart hybrid model for retail food that can minimize waste and maximize sustainability.
A Final Note
For flexographic operations, in addition to careful supply chain management, efforts toward carbon neutrality, and other sustainability initiatives, we see three growing trends that can help these operations be not only more sustainable, but also more profitable in 2022 and beyond. These include:
• More automated platemaking which reduces time, cost and carbon footprint in the value chain. An example is CrystalCleanConnect, a fully automated platemaking line jointly developed by Asahi and ESKO and Kongsberg. The first two units have been installed in Asia and are delivering terrific results. This fully automated platemaking system has a direct and positive impact on the sustainability of flexo platemaking and encourages converters to make the shift from rotogravure to flexo.
• In-house platemaking at the converter site. As more automation is introduced into the platemaking process, it becomes easier, more efficient and more sustainable to bring platemaking in-house. A side benefit is that plate production times can be reduced from days to hours.
• Transitioning away from a hydrocarbon-based solvent wash platemaking process to non-VOC based alternatives such as water-wash.
If the pandemic has taught us anything, it is that life is not as predictable as we may have thought. And it is absolutely clear that the world has truly changed, even beyond the threats posed by the coronavirus. We must come together to address these challenges in a meaningful way, and Asahi Photoproducts is determined to be a leader in these efforts, especially as it relates to sustainability. In the past one to two years, there has been a marked increase in awareness regarding problems of greenhouse gases, plastic waste, food waste and other issues related to achieving harmony between the development of human society and the global environment.
No one individual, company or government can single-handedly cure the climate crisis. It takes universal, global collaboration and cooperation to get the world to a point where climate deterioration is eased. Asahi Photoproducts is proud to be a contributor to this worldwide effort.
About Asahi Photoproducts
Asahi Photoproducts was founded in 1973 and is a subsidiary of the Asahi Kasei Corporation. Asahi Photoproducts is a leading pioneer in the development of photopolymer flexo printing plates. By creating high quality flexographic solutions and through continued innovation, the company aims at driving print forward in harmony with the environment.

A biogas plant of WELTEC BIOPOWER recently went live in Saitama Prefecture, 40 km north of Tokyo. The facility – which is equipped with a 450-kW cogeneration power plant – is the fourth project to be rolled out by the German manufacturer in Japan. In terms of substrates, the operator makes use of organic leftovers from the vicinity. Since the raw material mix varies, WELTEC ensures a steady biogas output with its biological service. This special service of the biogas specialist also comprises another plant of the same customer
Even after the reactor accident in Fukushima back in 2011, Japan continues to use nuclear power. However, renewable energies are consistently expanded and already account for a fifth of the power generated. Above all, leftovers are the preferred substrates in Japan. The biogas plant in Saitama, too, digests some 12,000 t of organic waste into energy. The substrate mix consists of organic waste and cattle manure from a nearby farm that belongs to the operator. The largely liquid organics are introduced to the digester by means of a central pump. Solid feedstocks are transported by a dosing feeder with a capacity of 27 m³.
To ensure efficient digestion of this mixture, WELTEC BIOPOWER has set up a stainless-steel digester with a capacity of 2,823 m³. Its diameter measures 25.34 m, and its height is 6.3 m. The upstream substrate storage tank, which is made of stainless steel, has a capacity of 336 m³, a diameter of 9.31 m and a height of 5.03 m. The 525-m³ digestate storage tank (diameter 11.64 m, height 5.03 m), too, is made of high-quality stainless steel.
Finally, the digestate is separated and the solid phase is dried with special technology in order to further reduce the volume. Most of this residue is used as compost, and some of it as fertiliser. „The Japanese appreciate the custom plant design and the benefits of our modular approach, especially because the plant structure with stainless-steel modules facilitates the consideration of the special risks in areas that experience a lot of seismic activity“, explains Vladimir Bogatov, who is responsible for sales.
All in all, WELTEC BIOPOWER has provided the customer with an all-inclusive package in „made in Germany“ quality along with individual after-sales service. Subsequently, the Japanese operator also entrusted WELTEC with the biological supervision of its other biogas plant, which had been set up by a different provider in 2017. As this plant‘s yield was above average, the biology experts of WELTEC had the substrate mix of the old plant carefully analysed by a Japanese lab. Based on the results, the raw material mix and the retention time have been optimised. Due to the constantly changing composition of the waste, WELTEC will continue to supervise the two plants biologically in order to maximise the gas yield
A short video about the project can be found here: https://www.youtube.com/watch?v=3OpE1FW0pZ8 Further information on the energetic utilisation and use of all types of organic waste and wastewater will be available from May, 30th to June, 3rd 2022 at the IFAT in Munich (Germany), hall A4, stand 217. The specialists of WELTEC are looking forward to meeting you
Company Portrait
The WELTEC Group from Vechta, Germany, has developed into a globally leading specialist for the construction and operation of biogas and biomethane plants since it was founded back in 2001. The Group designs, plans and sets up energy plants, operates them on a permanent or temporary basis, provides 24/7 service and delivers sustainable usage concepts for output flows, thereby covering the entire biogas value chain
The establishment of individual, technically mature solutions up to a plant size of 10 MW is one of the strengths of WELTEC BIOPOWER. The high proportion of custom-developed components is a key success factor. Moreover, the use of stainless-steel technologies ensures flexible substrate input, quick and inexpensive assembly and a consistently high quality standard, regardless of the location. Following the commissioning, WELTEC‘s mechanical and biological service plays a significant role in ensuring the plant efficiency
The company also boasts a wealth of experience in the field of biogas generation and utilisation. The company‘s nine decentralised plants generate 96 million standard m³ of biogas a year. A portion is processed to biomethane and made available to energy suppliers and petrol station operators via the public gas network. Additionally, at 16 locations in Germany– e.g. in the field of horticulture, housing construction and healthcare as well as communities – the biomethane is used for generating heat within the framework of WELTEC energy contracting
The biogas specialist is well aware of the importance of customer and investor proximity. Accordingly, the Group‘s sales and service network spans the entire globe. The range of customers includes businesses from industries such as agriculture, food, waste and wastewater. So far, the 120 employees of the WELTEC Group have implemented more than 350 energy plants in 25 countries on five continents. All in all, the biogas specialist ensures annual savings of around 530,000 tons of CO2eq.

the first spadeful of earth for the extension work on the produc-tion hall at the Bulgarian site in Bozhurishte was turned by Dr Christian Lau, Executive Vice President of Manufacturing at MUL-TIVAC, and Miyryam Servet Mustafa, Managing Director of MUL-TIVAC Bulgaria Production EOOD. The guests included Dr An-toaneta Bares, Executive Director of National Company Industrial Zones, and Georgi Dimov, the Mayor of Bozhurishte. Production and assembly facilities, as well as state-of-the-art offices, will be constructed on an area covering approximately 5,000 square me-tres. The investment amounts to around five million euros and completion is planned for autumn 2022.
“The factory in Bozhurishte has progressed very successfully, since it was put into operation three and a half years ago, and its capacity is now fully utilised. It comprises a factory building with the latest manu-facturing technology and pre-assembly areas, as well as a Shared Ser-vices facility - and it delivers to various companies within our Group. We are very pleased, that this new building will enable us to significant-ly expand our production capacity at the site,” explained Dr Christian Lau, Executive Vice President of Manufacturing at MULTIVAC.
“The results achieved since the factory was opened have prompted our decision to continue investing in Bulgaria”, added Miyryam Servet Mus-tafa, Managing Director of MULTIVAC Bulgaria Production EOOD. “I am convinced that this building extension will provide many exciting new opportunities, and further production areas will emerge in the future. Not only will it provide a steadily growing number of jobs in the loca-tion, but it also shows that we have an outstanding development in Bulgaria.”
The production site at Bozhurishte was put into operation in 2018.
The sales company for Bulgaria, with its own showroom and training facility for customers and staff, is also located on this site. In addition to the factory in Bulgaria, MULTIVAC has twelve additional production sites in Germany, Austria, Spain, Brazil, China, Japan and the USA, as well as more than 80 sales and service companies worldwide.
About MULTIVAC
MULTIVAC is one of the leading providers worldwide of packaging so-lutions for food products of all types, life science, and healthcare prod-ucts, as well as industrial items. The MULTIVAC portfolio covers virtually all requirements of processors and producers in terms of pack design, output, and resource efficiency. It comprises a wide range of packaging technologies, as well as automation solutions, labellers, and quality control systems. The product range is rounded off with solutions up-stream of the packaging process in the areas of portioning and pro-cessing, as well as bakery technology. Thanks to our extensive expertise in packaging lines, all modules can be integrated into complete solu-tions. This means that MULTIVAC solutions guarantee a high level of operational and process reliability, as well as efficiency. The MULTIVAC Group has approximately 6,900 employees worldwide, with some 2,300 based at its headquarters in Wolfertschwenden. With over 80 subsidiar-ies, the Group is represented on all continents. More than 1,000 sales advisors and service technicians throughout the world use their know-how and experience to the benefit of customers, and they ensure all in-stalled MULTIVAC machines are utilised to their maximum. Further information can be found at: www.multivac.com.

The waste plastics value chain is a complex and dynamic sector, with an evolving operating environment. New legislation and targets for the recycling of plastics and the use of recyclate are changing the way the whole plastics industry must operate. The mechanical plastics recycling industry, therefore, has become the focal point for investments, acquisition, and expansion.
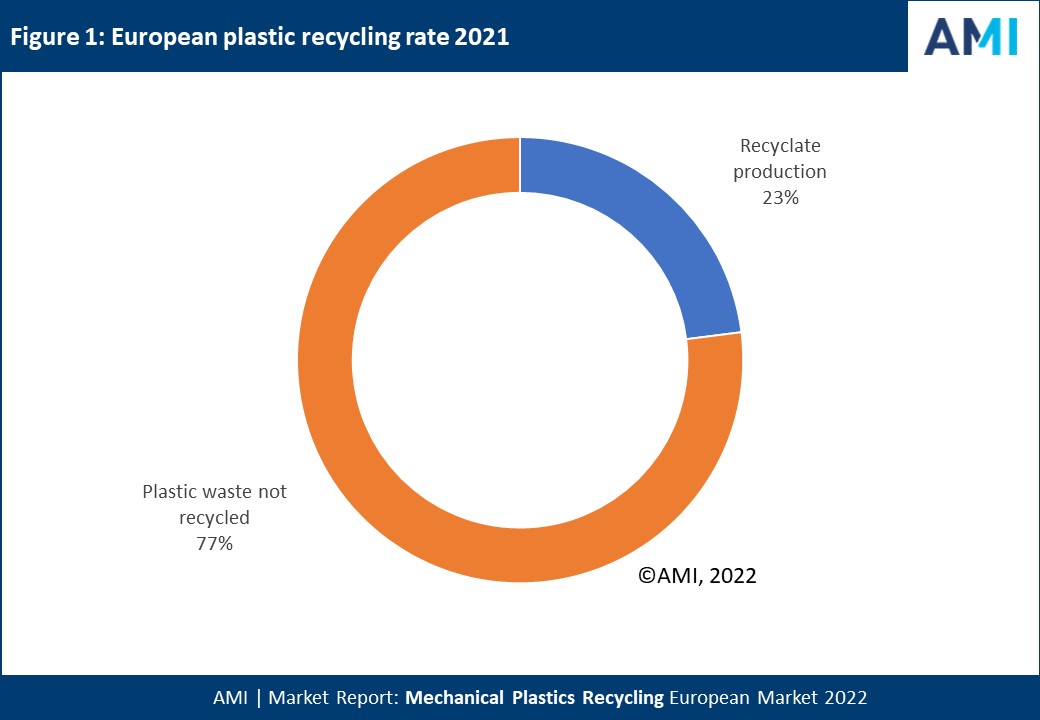
Although the volume of commodity plastic entering the waste stream on a yearly basis is extremely large, estimated by AMI as 35.6 million tonnes in 2021, feedstock availability should not be taken for granted. Much of this waste is currently uncollected for recycling or ‘lost’ at the sorting stage and ends up in landfill or used by EfW plants. Feedstock is therefore a finite resource, characterised by bail price fluctuations and variable quality and supply.
Plastics recyclate production was 8.2 million tonnes in 2021 and is forecast to grow at a rate of 5.6%/year to 2030. To put this figure into context, one must review it in tandem with the 35.6 million tonnes of commodity plastic entered the waste stream in 2021. This implies that Europe achieved an overall plastic recycling rate of 23.1%, far lower than one might have assumed.
The coronavirus pandemic has had an impact on both the volume of waste being collected for recycling as well as simultaneously reducing the demand for recyclate, as factories close or reduce production. However, to date it has not seemed to have had a long-lasting effect, as the industry has in general bounced back.
AMI sees within the 2030 timeframe of its report, additional absorption of recyclate volumes into applications that to date absorb negligible levels, particularly in Western Europe. Uses for recyclate are becoming more diverse, and the ability to absorb recyclate into higher value applications is also increasing, creating added value for the industry. AMI expects the commercialised and scaled production of food grade rPP and rPS within the timescale of the report, creating new closed loop systems, as we already see for rPET.
Graphical user interface, chart, application
Description automatically generated
Expanding on its highly successful 1st edition, AMI’s brand new 2nd edition report, Mechanical Plastics Recycling 2022 quantifies the market for mechanical recycling, analysing the supply and demand balance, along with an evaluation of current production by country. The report also looks at feedstock supply and the waste plastics value chain. A detailed review of the end use applications for recyclate has been given, with an examination of potential future absorption.
The report, Mechanical Plastics Recycling – European Market 2022 is relevant to all those involved in the plastics industry value chain, from resin producer through to brand owners/end users of plastic products. The report delivers a comprehensive quantitative assessment of the current industry situation and forecasts where this critical aspect of the plastics industry will go in the future.
AMI publishes a series of market reports and databases in the field of plastics recycling and sustainability. Take a closer look here: www.ami.ltd/recyclingandsustainability
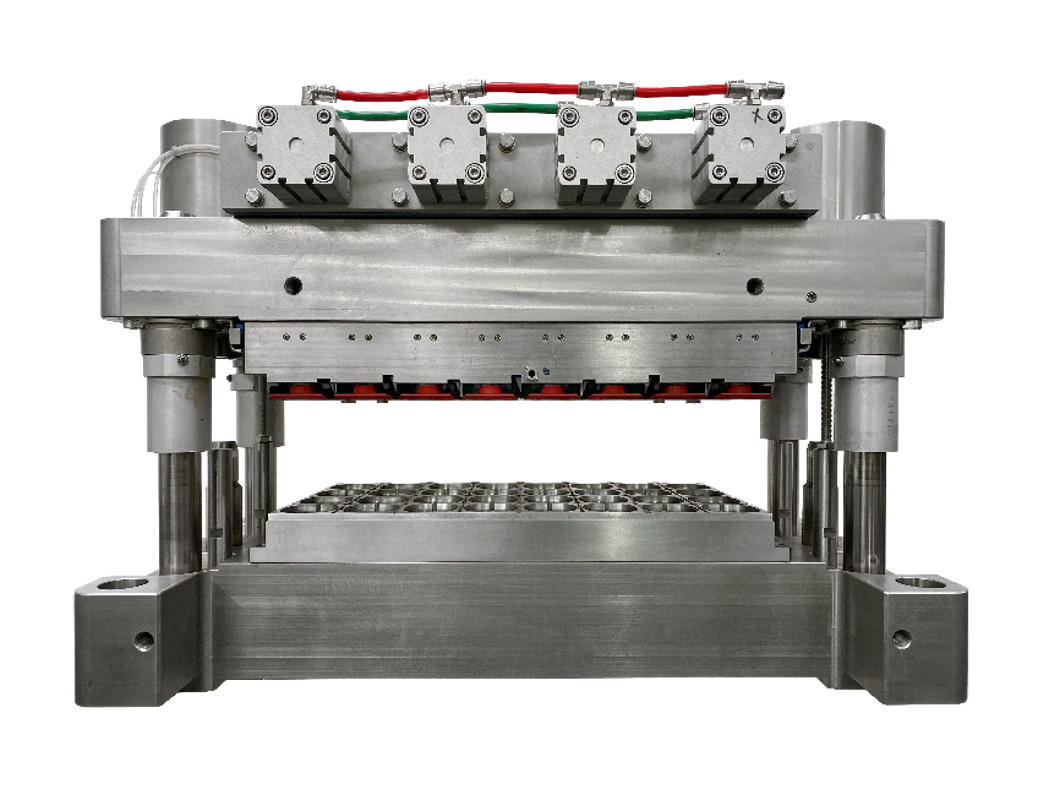
Decreased production downtime and reduced cost of ownership for ZERO Technology tools, which allow food manufacturers to easily break monomaterial multipacks into individual cups.
whose equipment solutions comprise the long-established brands Gasti, Hamba, Hassia, Fillshape, Corazza, Erca and Intecma – has made enhancements to the cutting tools utilized for its recently introduced ZERO Technology, which helps food brands easily utilize sustainable monomaterial cup packages. Highlighted by an extractable central cutting unit (CCU) design, the innovation drastically reduces production downtime for change-outs, minimizes spare part costs and significantly raises the number of punches between sharpenings.
Ideally suited to IMA’s Erca, Hassia, and Intecma brands of form-fill-seal (FFS) machines, IMA’s patented ZERO Technology utilizes a patented punch process providing high-quality cutting and pre-cutting of eco-conscious materials such as PET, PP and PLA. This allows for easily breaking multipacks into individual units – a notoriously cumbersome process that has limited the use of eco-friendly, monomaterial packaging materials in many cup applications.
Its enhanced cutting tools overcome other longstanding obstacles: production downtime and cost of ownership. Using an interchangeable cutting elements setup that allows individual tools components to be expediently replaced onsite, line stoppage can be reduced to 20 minutes rather than the onerous 3-6 hours required to switch out an entire cutting tool. This simple “building block” approach also internalizes the servicing process, keeping the tool’s various components in-house for
ongoing maintenance rather than shipping the entire cutting tool to an external entity.
Cost of ownership also is significantly reduced. This is because internally replacing CCUs piecemeal is far less expensive than replacing entire cutting tools externally. In addition, IMA’s Zero Technology cutting tools are more robust than conventional tools, yielding upwards of 7 million punches between sharpenings – double or even triple that of traditional cutting tools.
ZERO Technology uses independent sleeves that allows cup design changes without the need to manufacture an entirely new thermoforming mold. The result is a by-design materials agnosticism that can help food brands take important next steps in sustainability. Notably, outfitting a formed cup with a PET lid and label creates a completely recyclable package for premium sustainability. In addition, the use of transparent monomaterials makes the product visible to consumers, enhancing on-shelf aesthetics.
Other equipment in the ZERO Technology range includes special pre-heating plates, which can be easily dismantled for simple maintenance. Additional material savings can be realized by using special thermoforming molds that allow the use of thinner materials.
About IMA DAIRY & FOOD
IMA Dairy & Food USA serves the dairy and food industries with several brands of the IMA group (Corazza, Erca, Fillshape, Gasti, Hamba, Hassia and Intecma) and offers a portfolio covering nearly all areas of packaging machine application, including:
• Filling and sealing machines (FS) for preformed cups and bottles
• Forming, filling and sealing machines (FFS) for packaging products in the food, dairy, and beverage segments (filled up to the aseptic level)
• Filling systems for flexible stand-up pouches with and without spout for dairy, food, beverage and personal care sectors
• Wrapping machines for packaging butter, fresh cheese, soup cubes, yeast, margarine, etc.
• Aseptic vertical and horizontal form, fill and seal machines for stick packs / pouches (with corresponding dosing systems)
• FFS machines for packaging single portions of coffee, honey, jam, etc.
For more information, visit www.imadairyfood.com.
The GDUSA Annual Awards showcase the best in show of Marketing, Packaging and Graphic design from around the world. Despite these trying times we’ve witnessed great design and continual innovation in this field with strong drive to promote meaningful customer engagement and a call for inclusivity and wider social representation through packaging design.
Packaging designers at Burgopak are leading the way, taking home three awards at this years GDUSA 58th Annual awards in partnership with Stephen Gould and clients Knab and Moon Ultra.
Working closely with Stephen Gould, pioneering creative studios and client managers for Moon Ultra, together they designed the innovative and captivating packaging design for MOON Ultralight 2 this season’s must-have mobile lighting accessory to keep your content brighter than ever. The chic and minimalist product design is mirrored by every form of the packaging, from the sleek sliding mechanism, famous to Burgopak studios, to the luxury and tactile ribbon pull complimenting black core board, white ink detail and matt lamination finish.
The product oozes luxury inviting consumers into an elite club empowering consumers and creators to look their very best and feel comfortable all at once.
Promoting a different way to bank – the second awards recognises work with Knab – a young online bank in The Netherlands. Founded on the belief that things must be done differently in the financial world. Knab focuses on digital innovation, human service, and transparent service provision. Their name says a lot about what drives them. They flipped the script on other banks – quite literally (bank - knab) and they do things differently. Right from the start of the customer experience, Knab welcomes new customers in a positive and surprising way. No standard, boring letter but with a warm welcome with a human touch.
Presented in an optimised cabrio design, the packaging is both inviting and intriguing. At the pull of a tab the cover appears to move upwards to hide within the pack while simultaneously extending the inner tray to unveil the bank card in an eye-catching and inviting product presentation. The packaging is more than a vessel for transport but an extension of the customer experience, invoking thought and leaving a strong and lasting impression that the customer experience matters. Compact and easy to open, product retrieval is simple and the message, welcoming, and engaging.
Last but far from least the third award goes to Burgopak for a B2B campaign encouraging more inclusive design in the loyalty and incentives sector during Pride month 2021 entitled: Design for Everyone. Be Part of the Change.
Addressing the industry trend to genderise gift card design the campaign did away with stereotypes and gendered colour palettes to explore the wider potential for inclusive design.
Designed with four CMYK punchy colours for the carrier, and seven gorgeously vibrant pronoun gift cards, the packs reflect the excitingly diverse and beautiful nature of the LGBTQ+ population - that no person need be limited by out-dated expectations. With messaging and pronouns displayed in holographic foil, the packs are a true celebration.
Complimented with an array of occasions, the designs support the message that gifts can be for any occasion, for anyone and brought to life in the Burgopak classic coupe packaging. Combined at random to create a rainbow array, each card and carrier celebrates a special occasion for a randomised pronoun, breaking the stereotype that any one person might expect a specific colour or needed occasion to celebrate, while in each card slot with be the holographic foil "For everyone".
If you’d like to learn more about Burgopak packaging or receive a sample from Burgopak’s ever growing innovative packaging range, reach out on info@burgopak.com.
About the Company
Burgopak is a world leader in design and manufacture of innovative patented packaging for products of all shapes and sizes. With a highly creative and experienced collaborative team, we design to brief, to provide an engaging opening experience to your customers, creating a higher perceived value of your product with clever cardboard engineering, and making your life easier by managing the process right from conception to completion.

Xaar has launched Sure Flow, its new ultrasonic self-cleaning mode, designed to help users keep their print at its very best – and without the need to remove the printhead at any stage during the process.
With Xaar’s TF Technology ink recirculation, a regularly maintained printhead is extremely unlikely to block. However, external factors and challenging applications can create exceptionally harsh operational environments for inkjet printing.
Sure Flow enables users to clear and prevent nozzle blockages without the need to remove the printhead, maximising operational print time for optimum productivity. Enabled by software, users simply activate the mode as required by adjusting the settings and loading a command file. This drives each channel to work at maximum power and frequency to create ultrasonic waves that produce controlled vibrations of the channel walls without pausing production or the need to remove the printhead.
Graham Tweedale, General Manager of Xaar’s printhead business, said: “By minimising downtime and maintenance, Sure Flow can provide users with unrivalled reliability and enhanced productivity across the Xaar recirculating printhead range.”
Xaar worked in collaboration with a number of customers and Sure Flow has already been tested in real-world operations worldwide. To date, feedback has been extremely positive, and all Xaar recirculating printhead users are invited to contact their representative or use the Xaar Community to gain access to the new Sure Flow mode.
Graham concluded; “Sure Flow is the latest development from Xaar that continues our focus on delivering practical innovation for our customers, helping them keep their print at its very best in even the harshest environments.”
Ends
About Xaar
Together with our partners and customers, Xaar has been transforming the world of inkjet technology for 30 years – and we’re just getting started.
With a new leadership team, new technology and new products, we have an exciting roadmap for the future – that will help our partners unleash the true power of inkjet printing and open up a world of opportunities for their business.
We believe true innovation comes from collaboration, which is why all our teams work together in Cambridgeshire where industrial inkjet was born. Collaboration is at the core of our global partnerships too - whether we’re helping customers enhance their uptime or create production efficiencies from high-speed digitisation - we’re always innovating together.
We know that inkjet technology can not only maximise the efficiency of our partners’ businesses but help them evolve too. That’s why we go on a journey with our customers - offering expert insights and technical support every step of the way. Just like our printheads, Xaar’s partnerships are built to last.
Welcome to a whole new Xaar.
With a new sales office in Miami, Florida and a portfolio of green innovation and world-leading products, the flexible packaging leader aims to strengthen its presence in the demanding North-American market
Gualapack is proud to announce the opening of a new subsidiary with a sales office in Miami, Florida, dedicated to the American and Canadian market. This marks another step forward in the Group’s international expansion, following the recent acquisition of a strategic converter in Brazil and leveraging the company’s ongoing success. With the highest turnover to date in 2021 – over 300 million euros – and 2,300 employees around the world, the company founded in Alessandria, Italy more than 35 years ago has now built a global presence in 11 countries across Europe, Asia, Australia and America.
Gualapack US & Canada will be ideally located to be closer not only to customers in North America, but also to suppliers in the central region of the continent – including trusted partners the brand has relied on for years to manufacture pouches and films locally. Proximity will be key as the subsidiary gears up to better serve a highly strategic target market for the flexible packaging industry, given the huge potential of the area based on sheer size of the population, average income as well as consumer preferences. Gualapack’s diverse range of convenient, safe and environment-friendly packaging solutions is indeed expected to meet the needs of clients with a dynamic lifestyle, seeking easy-to-use, on-the-go products that do not compromise on environmental impact.
Stefano Manfredi, Global Marketing and Sales Director at Gualapack and newly-appointed CEO of the Gualapack US & Canada subsidiary, is “proud to take on this new role. This opening is an important milestone for our company, in terms of networking and business development in a demanding market. It’s an exciting challenge, and I am confident it will push us to find even more ways to grow, sustainably – taking Gualapack’s vision to new heights.”
Gualapack’s unique model blends state-of-the-art equipment with constant innovation, expertise and know-how, based on a powerful technology crossover capable of finding new solutions through constant improvement. The company’s commitment to the planet steers research and development towards packaging that makes increasingly better use of materials, optimizes logistics, and encourages consumers to reduce, reuse, and easily recycle.
This approach is extended throughout the Group’s endeavors, and will allow the new division to stand out in the United States and Canada with a portfolio of sustainable innovation and world-leading products, including Pouch5 100% mono-material, recyclable standup pouches and EasySnap, the patented, single-dose packet that is easy to open with one hand.
About Gualapack
Gualapack is the world leader in pre-made spouted pouches and a global player in the flexible packaging industry, manufacturing laminates, caps and pouches for baby food, snacks, pharmaceutical products and a wide range of other applications. The company is fully committed to sustainability, which in the past few years has been its greatest driver for growth and innovation. Headquartered in Italy, Gualapack has a global presence in 11 countries worldwide.

Spartanburg, S.C. – In 2023, as the world celebrates a resilience greater than we could have hoped for, Milliken & Company’s ColorDirection Bold Unity presents a collection of connected tones powerful in impact and vulnerable in expression, colors that can sing gentle harmonies or raise the roof with vibrancy.
The new 2023 collection is the work of thought-leaders and trend-watchers in the worlds of textiles, packaging, fashion, design, and marketing and a specially convened Milliken panel, analyzing what’s trending today and what is next.
Mixing the dreamlike with the ultra-real, the gentle unknown with the vibrant unmissable, Milliken ColorDirection 2023: Bold Unity combines a palette of boldness with pastel alter-egos, creating tones and contrasts that work together as a team.
Extravagant Orange
When it’s time to be sharp and fresh, nothing beats Extravagant Orange. It’s a powerful and universal color that brings brightness to a world still waking up to new possibilities. Both vibrant and clear it’s a rich sign that shouts for positive action and new hope.
Radiant Rose
Shining its bold strength through the color palette, Radiant Rose brings together a softer harmony of warmth and comfort. This is the tone of challenging norms and of working together to create new visual languages from an alphabet of color.
Lavender Embrace
A sure sign of luxury and ceremony, Lavender Embrace is the go-to color for effortless comfort, texture, and richness. In a time when the world is crying out for good news and extra care, this is the color that brings support and reassurance to the palette.
Unity Blue
The flagship color of the Bold Unity range, Unity Blue, is an unforgettable link to the oceans of possibilities within us, a time for exploration and trust in what is to come. With this classic blue we reach out our arms to welcome the potential ahead, putting the past to rest.
Coral Moments
Adding a welcome note of freshness and light, Coral Moments is the spirit of playfulness for the consumer mind. Carefree walks with loved ones under bright summer skies, precious days collecting moments that will live forever in memory, all with the crisp bright comfort of this unmistakable hue.
Team Green
Working together with nature, society is building an era of growing respect and Team Green flies the flag for new generations of love for our planet. A statement that is both bright and rich, this shade represents the fertile and vibrant world around us.
Sharply Citrus
After quiet years in disconnected shadows, the world is starting to come together to be seen and to be bold. In contrast with the humble shades of softer colors, Sharply Citrus brings a call for attention and an urgency that dares to be noticed. This is the color to make it happen.
For all these dazzling colors, our eye-catching colorants include:
Liquitint™ customized polymeric colorants that combine dynamic colors with excellent processability for multiple applications including home and laundry care. These water-soluble and non-staining colorants are compatible with the most challenging active ingredients, including additives and higher perfume levels.
Liquitint Agro advanced colorants for fertilizer. This range of non-staining liquid colorants provides a broad spectrum of color options with low inventory requirements and easy blending, thus reducing waste and increasing saving potential for your operations.
ClearTint™ color concentrates for NX® UltraClear™ polypropylene (PP) add vivid, transparent color and are compliant with safety requirements for food packaging.
Reactint® polymeric colorants for polyurethane (PU) add appealing color to products without affecting the physical properties of the material.
KeyPlast® colorants are a spectrum of bright, high performance shades for a multitude of polymer and resin systems including ABS, PET in transparent, food-contact applications, and other transparent amorphous polymers such as polystyrene (PS), polycarbonate (PC) and acrylic (PMMA).
KeyPlast RESIST™ are high performance colorants, designed especially for coloring engineering polymers such as polyamides (PA), polybutylene terephthalates (PBT), polypthalamides (PPA), polysulfones (PSU), and other high-heat glass filled and flame retardant resins and alloys. These colorants perform well in high-temperature processing and application conditions typically associated with high-performance polymers.
About Milliken & Company
Milliken & Company is a global manufacturing leader whose focus on materials science delivers tomorrow’s breakthroughs today. From industry-leading molecules to sustainable innovations, Milliken creates products that enhance people’s lives and deliver solutions for its customers and communities. Drawing on thousands of patents and a portfolio with applications across the textile, flooring, specialty chemical and healthcare businesses, the company harnesses a shared sense of integrity and excellence to positively impact the world for generations. Discover more about Milliken’s curious minds and inspired solutions at milliken.com and on Facebook, Instagram, LinkedIn and Twitter.
Reactint, KeyPlast, Milliken, and the Milliken logo are registered trademarks of Milliken & Company in the US, E.U. and elsewhere.
Liquitint, ClearTint and KeyPlast RESIST are trademarks of Milliken & Company

Full-day interactive materials science presentations scheduled for March 8 in US, March 10 in Europe.
Tekni-Plex Healthcare, which utilizes advanced materials science expertise to help deliver better patient outcomes, has launched an immersive, next-level cyber experience to showcase its broad capabilities and product portfolios.
To officially kick off its Mytaverse environment, the Tekni-Plex division will host a full day of materials science presentations. The Virtual Technology Day occurs March 8 from 11 a.m.–4:15 p.m. EST for the US, and March 10 from 11 a.m.–4:15 p.m. CET for Europe. Those wishing to attend can register here.
Those participating in the event will be far more than spectators. Rather, attendees will have their own avatars, free to discover the cyber-environment and interact with others in an immersive, interactive experience. The setup is ideal to explore the wide array of materials science capabilities Tekni-Plex Healthcare brings to the medical, drug delivery, and diagnostics markets.
The result is a level of networking difficult to replicate in traditional online forums, as well as more impactful knowledge-sharing opportunities. The event’s scheduled presentations include:
11 a.m.–11:45 a.m.: Compound Basics: Advances in Materials Science for the Medical Device Industry
11:45 a.m.–12:30 p.m.: Breathable Packaging: Microbial Barrier
12:30 p.m.–1:15 p.m.: Paratubing Solutions
1:15 p.m.–2:00 p.m.: Diagnostics: Solutions for Fast Detection
2:00 p.m.–2:45 p.m.: Top Considerations for Barrier Medical Packaging
2:45 p.m.–3:30 p.m.: Tubing for Critical Fluid Handling Applications
3:30 p.m.–4:15 p.m.: Managing Supply Chain Risk
About Tekni-Plex Healthcare
Tekni-Plex Healthcare utilizes advanced materials science expertise and technologies to develop and deliver critical solutions for medical and diagnostic devices, drug delivery systems and healthcare packaging applications. With a global reach, the division’s deep understanding of the greater pharmaceuticals and medical landscape helps it produce exemplary barrier properties for drugs and precision medical devices for interventional and therapeutic procedures. Tekni-Plex Healthcare’s ever-evolving portfolio helps meet demands for high-leverage medicines and mission-critical healthcare products that benefit care providers and patients.
About Tekni-Plex
Tekni-Plex is a globally integrated company that provides innovative solutions through material science and manufacturing technologies. A global leader in the Healthcare and Consumer Product markets, Tekni-Plex provides medical device components and a multitude of material science solutions that lead to a healthier and more sustainable world. Its solutions are found in some of the most well-known names in the Healthcare, Pharmaceutical, Personal Care, Household and Food & Beverage markets. Headquartered in Wayne, Pa., Tekni-Plex employs 7,000 people throughout its operations in Belgium, Brazil, Canada, China, Colombia, Costa Rica, Germany, India, Italy, Mexico, Northern Ireland and the United States. For more information visit www.tekni-plex.com.

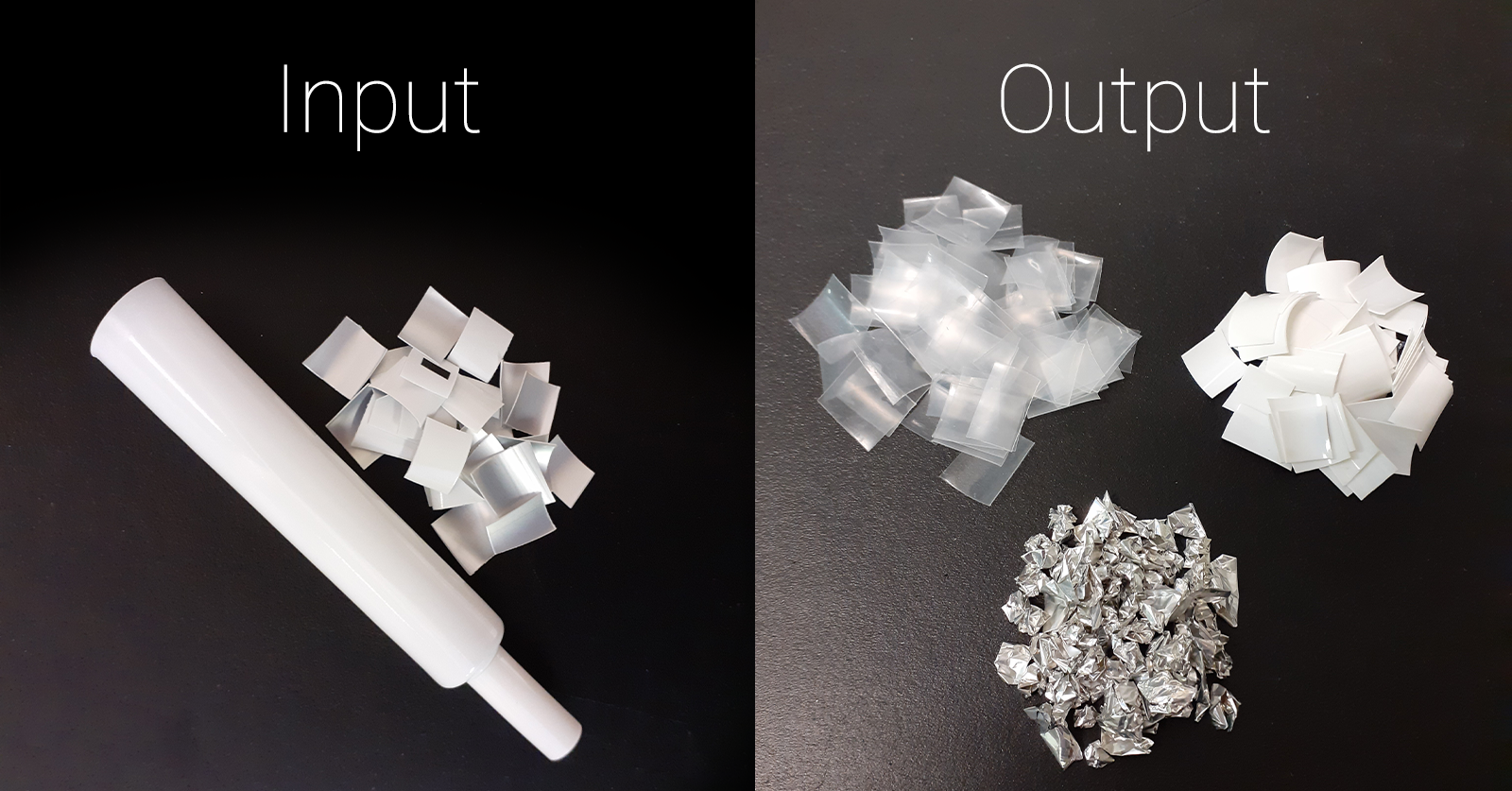
Hoffmann Neopac has become the first tube manufacturer to sign a partnership with Saperatec. The manufacturer of barrier tubes for pharmaceuticals, cosmetics and oral care products will supply its production waste to Saperatec, the first industrial recycling plant for aluminum laminate composites, upon its opening in mid-2023.
In Europe, around 11.5 billion tons of plastic, aluminum and laminate tubes are produced annually i (based on ETMA, 2020). Of these, 38% are laminate tubes, with the majority comprising aluminum barrier laminates (ABL). Such tubes cannot currently be industrially separated and recycled in existing recycling facilities.
ABL tubes – like all other ABL packaging waste – are usually downcycled or incinerated and, depending on the country, packaging may even end up in landfills.
Mono-material Tubes
To further reduce aluminum waste, Neopac recently introduced innovative barrier tubes comprised of mono-material construction. These bring the advantage of being recyclable in the PE or PP material stream, and therefore reused for new applications. But of course, tube products with aluminum barriers will continue to be necessary, as these meet the most stringent requirements for barrier properties, especially for pharmaceutical ointments and creams that must go through a regulatory approval process. Such tubes represent around 10% of the laminate tubes manufactured in Europe.
Material composites
In parallel with efforts to optimize tube design for improved recycling, progress is being made in the recycling of all raw materials from aluminum-containing material composites. A particularly promising technology is spearheaded by Saperatec GmbH; in a pilot plant, the company has already demonstrated the ability to break down multilayer composite materials such as PE/Al into their individual materials, thus enabling a high level of material recycling.
Utilizing a special washing technique, Saperatec separates plastic and aluminum layers without dissolving them. A laboratory study at Saperatec in spring 2021 with various ABL tubes from Neopac showed that Polyfoil® tubes, for example, can be completely separated in this fashion.
Industrial scale
Following the separation process, the materials are sorted. This produces fractions of polyethylene and aluminum, which can be recycled to high quality in commercially available plants.
In the medium term, this process will also make it possible to recycle composite materials made of aluminum and plastic with high recycling rates.
Saperatec began construction of its Dessau, Germany industrial separation facility in December 2021. The plant is scheduled to commence operation in mid-2023 and will then recycle composite packaging waste made of aluminum, plastic and paper. In a first step, Neopac plans to feed production waste generated at Saperatec in larger quantities to the special separation process in the future. In a second step, Neopac and Saperatec will examine the technical possibilities for applying recycled, materially separated production waste to the production of new tubes. In this way, the two partners are making an important contribution to reprocessing aluminum-containing packaging, such as ABL tubes, for further high-quality uses.
The process will be improved and perfected using additional technologies currently in development, which will allow intelligent sorting of ABL packaging into an ABL packaging material stream. These include HolyGrail 2.0 technology (https://www.digitalwatermarks.eu/), and eddy current detection in combination with NIR PO detection.
Product safety and sustainability
"In addition to the already existing environmentally friendly and recyclable tubes from our EcoDesign portfolio, we are committed to a recycling solution for our conventional Polyfoil ABL tubes. With this new initiative, we will offer our customers the best possible balance between product safety and sustainability," says Peter Bossert, Head of Materials Development at Hoffmann Neopac AG. "As early as this year, we will make a portion of our production waste available to Saperatec to demonstrate its recyclability on an industrial scale, per the promising laboratory tests that have been performed. With the pending recycling of ABL tubes, we are closing a recycling gap in our portfolio."
High-quality plastic recyclates
Thorsten Hornung, Managing Director of Saperatec GmbH is delighted: "We are grateful for innovative companies such as Hoffmann Neopac AG, which are actively committed to making progress on the circular economy and are prepared to make their production waste available to us for high-quality recycling. With the construction of the first recycling plant for composite materials made of plastic, paper and aluminum, we aim to produce high-quality, film-ready plastic recyclates for packaging applications while returning the recovered aluminum to the material cycle."
About Hoffmann Neopac AG
Hoffmann Neopac is a privately held company headquartered in Thun, Switzerland. The Group produces high-quality metal and plastic packaging at six sites: HOFFMANN cans in Thun and in Holland; Polyfoil® and plastic tubes at NEOPAC in Switzerland, Hungary and the USA; and 3D Neopac in India. Long-standing customers include pharmaceutical, cosmetics and consumer goods manufacturers in the European, North American and Asian markets.
The company employs around 1250 people and has a capacity of 1.3 billion tubes and 400 million cans per year. The company places great emphasis on the sustainability of its manufacturing processes and organizational culture and carries a particularly environmentally conscious packaging portfolio in its offering. The company participates in the sustainability initiatives RecyClass, CosPaTox, STINA and was the first tube manufacturer member of Ceflex. For more information, visit www.neopac.com.
About Saperatec GmbH
Saperatec develops wet-mechanical recycling processes for thin-layer composite materials made of plastic, metal, paper and glass. At its site in Dessau in Saxony-Anhalt, the company is building its first recycling plant for composite packaging made of plastic, aluminum and paper. From 2023, around 18,000 tons of packaging waste will be processed there every year and high-quality plastic recyclates and aluminum will be produced from them. With currently around 15 employees, Saperatec wants to make an important contribution to the sustainability of high-performance composite materials.
Essential products manufactured by Sartorius, using Südpack polymer films made from Dow resins, support safe and effective vaccine production for global vaccine supply
Value chain partners Dow (NYSE: DOW), Sartorius and Südpack Medica, have come together to support the global coronavirus vaccination effort by manufacturing bioprocessing bags, which are an essential component for the safe production and transportation of coronavirus vaccines globally.
As the global fight against the pandemic continues, people around the world need access to vaccines produced efficiently and to rigorous safety standards. Dow, alongside Sartorius, a leading international partner of life science research and the biopharmaceutical industry, and packaging company Südpack, are each contributing innovative solutions and expertise in a collaborative value chain effort, to support the demands of the global vaccine supply and to ensure vaccines arrive to those in need quickly and safely.
Sterile bio-reactor bags with a capacity of up to 2.000 litres, made from multilayer films, can help to achieve outstanding speed, quality, and flexibility in the vaccine development process as well as in commercial manufacturing operations. They are engineered for highly efficient mixing and high oxygen transfer and ideal for mammalian cell culture – processes which demand a high cell density or are microcarrier based. Under precisely defined conditions in bio-reactors, for instance, cells produce the agent needed for the production of coronavirus vaccines.
The success of the collaboration between the partners is a stable, predictable process that delivers a safe, reliable biologic medicine for patients around the world. The 3D flexible bags are dedicated for sterile and ready to use solutions and designed for storage and shipping of large volume biopharmaceutical solutions. They provide a secure and convenient single-use solution for an in-process fluid handling, storage and shipping needs for all the process steps.
Sartorius’ technology supports the production of current vaccines and emerging vaccine technologies. The bio-reactor bags and 3D bags it produces, are used by pharmaceutical companies to cultivate important vaccines, including the coronavirus vaccine. Südpack is one of the partners of Sartorius for this polymer film supply.
The high performance of Südpack’s films is integral to support safe vaccine production. Importantly, the innovative technology and R&D processes as well as the hygiene and quality standards behind Südpack films, provide the essential flexibility to address - and speed to meet - the fast-changing requirements of the pharmaceutical industry and to respond to the pandemic relief effort. The films in the bio-reactors support the reproductive growth behaviour of the sensitive cell lines. Excellent cell viability and density reduces the risk of batch loss or inconsistencies and achieves a high product purity and improved productivity.
Thomas Freis, Managing Director Südpack Medica AG said: “With our excellent film robustness it is possible to develop, control and scale-up the highly sensitive biopharma processes on a global level. These multilayer films have been a fundamental part of the value chain for the production of single use bio-reactors and have therefore enabled the scalability and accelerated development of the mRNA technology.
Thus, we at Südpack Medica are extremely proud to be an integral part of the global fight against the Covid-19 pandemic and are aware of our responsibility coming along with.”
“Sartorius is part of the solution. Since we are helping our customers with our technologies to enable large-scale manufacture of vaccines, many of our products play an essential role in helping to overcome the pandemic. Therefore, it is crucial for our customers that we ensure our delivery capability. In this challenging situation, with supply chains temporarily under strain, we are particularly pleased to have reliable partners like DOW and Südpack Medica at our side”, said Günther van de Rijt, Head of Procurement, Supply Network & Logistics BPS at Sartorius.
“At Dow, we are committed to doing what we can to support the global Covid-19 vaccination effort, and feel very proud that our resins, in collaboration with each level of the value chain, are supporting the development and roll out of vaccines across the world. It is an impressive collective effort, from the raw materials we are producing, right through to when the vaccines are administered – there are so many companies and individuals working hard behind the scenes to support the value chain at this critical time”, said Abby Turner, global marketing director for Healthcare & Hygiene business at Dow.
About Südpack Medica
SÜDPACK Medica AG is headquartered in Baar (CH) and is one of the leading suppliers of sterile packaging solutions in Europe as well as a pioneering partner for the global medical, pharmaceutical and diagnostics industries. The company is part of the SÜDPACK company group and was founded in 1989.
The core competency of SÜDPACK Medica is the development of packaging solutions for sterile goods. The product and performance range of SÜDPACK Medica extends from standard solutions to tailor-made, customer-specific packaging concepts. It includes the production of coextruded flexible and rigid films, which are used as base and lidding films, and of pre-made bag solutions for a wide variety of products.
SÜDPACK Medica also benefits from the SÜDPACK Group’s long-standing leadership in technology and innovation in the coextrusion of polymer-based film solutions.
The production of SÜDPACK Medica products is performed at four sites in France, Germany, Switzerland and the Netherlands. These sites are equipped with the latest plant technology and manufacture to the highest standards of quality and hygiene, including the capacity to operate under clean room conditions.
For optimal support and collaboration with their customers around the world, SÜDPACK Medica relies on a specialist team working in quality, sales, development and application technology, one that has long-standing expertise in polymers and process engineering and in the market for sterile packaging. This makes SÜDPACK Medica a competent solutions partner for their customers when it comes to the implementation of packaging solutions, including those with the most demanding requirements.
SÜDPACK is committed to sustainable development and fulfils its responsibility as an employer and towards society, the environment and its customers. With its own site for processing biopolymers and its own compounding facilities, the SÜDPACK Group is also among the trailblazers in the production of forward-looking, sustainable and recyclable packaging concepts.
For more information, please visit www.suedpack-medica.com and follow us on LinkedIn.
About Südpack Group
SÜDPACK is a leading producer of high-tech films and packaging materials for food, non-food, medical and pharmaceutical applications, offering maximum product protection as well as optimized material efficiency and functionality.
The privately-owned company is based in Ochsenhausen and was founded in 1964 by Alfred Remmele. Its production sites in Germany, France, Poland, Switzerland, the Netherlands, India and the United States are equipped with latest state-of-the-art technology and manufacture according to the most demanding standards, also including clean-room conditions. With its world-wide sales and service network, the company ensures a high proximity to its customers as well as a sophisticated technical application support in more than 70 countries. At its Innovation Centre in Ochsenhausen the research-focused company provides its customers an optimal platform for application testing and the development of customized solutions.
SÜDPACK is highly committed to a sustainable development and assumes its responsibility as employer, towards the society and the environment as well as its customers by offering the most efficient and sustainable packaging solutions.
For more information, please visit www.suedpack.com and follow us on LinkedIn.
A profile of Sartorius
The Sartorius Group is a leading international partner of life science research and the biopharmaceutical industry. With innovative laboratory instruments and consumables, the Group’s Lab Products & Services Division concentrates on serving the needs of laboratories performing research and quality control at pharma and biopharma companies and those of academic research institutes. The Bioprocess Solutions Division with its broad product portfolio focusing on single-use solutions helps customers to manufacture biotech medications and vaccines safely and efficiently. The Group has been annually growing by double digits on average and has been regularly expanding its portfolio by acquisitions of complementary technologies. In fiscal 2021, the company earned sales revenue of some 3.45 billion euros. At the end of 2021, nearly 14,000 people were employed at the Group’s approximately 60 manufacturing and sales sites, serving customers around the globe. Follow Sartorius on Twitter and on LinkedIn.
About Dow Packaging and Specialty Plastics
Packaging and Specialty Plastics (P&SP), a business unit of Dow (NYSE: DOW), combines core strengths of R&D, worldwide reach, broad product lines and industry expertise to deliver high performing technologies for end use markets in food packaging, personal hygiene, infrastructure, consumer goods and transportation. P&SP is one of the world’s largest producers of polyethylene resins, functional polymers, and adhesives, and enabled by Pack Studios, is a leading innovator and collaborator across the value chain on sustainable application development and circular economy life-cycle design for plastics. www.dowpackaging.com
About Dow
Dow (NYSE: DOW) combines global breadth; asset integration and scale; focused innovation and materials science expertise; leading business positions; and environmental, social and governance (ESG) leadership to achieve profitable growth and deliver a sustainable future. The Company's ambition is to become the most innovative, customer centric, inclusive and sustainable materials science company in the world. Dow's portfolio of plastics, industrial intermediates, coatings and silicones businesses delivers a broad range of differentiated, science-based products and solutions for its customers in high-growth market segments, such as packaging, infrastructure, mobility and consumer applications. Dow operates 104 manufacturing sites in 31 countries and employs approximately 35,700 people. Dow delivered sales of approximately $55 billion in 2021. References to Dow or the Company mean Dow Inc. and its subsidiaries. For more information, please visit www.dow.com or follow @DowNewsroom on Twitter.

This very prestigious award for SimpliCycle™ comes after Aptar’s recyclable flow control valve received the Best CSR/
As part of BOTTA PACKAGING’s ongoing commitment to reducing their customer’s environmental impact and sustainability missions, they have introduced the use of Environmental Paper Network’s Paper CalculatorTM, version 4, to showcase the potential impact reductions of using their recycled, eco packaging products. This will enable their customers to make better, more informed choices when choosing their packaging solutions.
The environmental impacts of virgin paper and virgin cardboard production include deforestation, the use of large volumes of energy, water and chemicals, air pollution and waste problems. Each tonne of recycled paper created uses 100% less trees, 31% less energy, 53% less water and 39% less pounds of waste.
To raise awareness of the environmental impacts of paper choices, Botta use the Paper CalculatorTM, widely recognised as the most credible, transparent, and independent calculator of environmental impact estimates for a wide variety of paper choices. It is supported by a broad coalition of non-profit conservation organisations and other stakeholders.
Botta chose to use the Paper CalculatorTM as it provides independent, scientific calculations based on the entire life cycle of the different papers, from sourcing to the end of life. In addition to carbon savings, the calculations indicate savings in wood use, energy consumption, water usage and solid waste production.
By using transparent, third-party calculations, Botta can show the potential impact reductions of using recycled paper when compared to virgin paper in packaging. Therefore, helping their customers understand the benefits of making more sustainable choices.
For example, if we look at Botta’s Eco-Sleeves packaging solution, these elastic corrugated paper bottle covers are lightweight, stretchable and can be customised to fit like a glove, improving protection whilst reducing wastage. They are made from recycled materials and, as they are made of paper, can be 100% recycled. Using the Paper CalculatorTM, Botta’s Eco-Sleeves
Botta specialise in innovative and versatile packaging solutions. In addition to offering great products, they want their customers to have all the facts about their packaging, so that they can make the most informed decisions for their business. As the world becomes more sustainability orientated, companies need to do everything they can to be making the right choices for themselves, their customers, and the planet, and Botta want to help them on that journey.
To see more of Botta’s Eco-packaging alternatives visit the Eco-Packaging pages of their website.
ABOUT BOTTA PACKAGING
BOTTA Packaging is an Italian family company which has been in the corrugated cardboard packaging business for over 70 years.
The company has a leading and competitive expertise in Eco-friendly packaging. BOTTA Packaging is committed to offer paper-based packaging alternatives to its customers, in the mission to help them attain their sustainability goals. BOTTA Packaging collaborates and cooperates with Universities,
Companies and Start-Ups to address innovation in the packaging industry, believing firmly in an Open Innovation approach.
Its strategy is focused on challenging and pursuing the most avant-garde packaging innovations that can be boosted and enhanced to respond to the packaging sector’s needs, their central focus.