Company also will showcase grid lacquer coated paper and coated Tyvek® for device packaging, solvent-bondable TPE tubing, and more.
Wayne, PA – TekniPlex Healthcare, which utilizes advanced materials science expertise to help deliver better patient outcomes, will be highlighting its wide array of healthcare solutions at Compamed, November 13-16 in Dusseldorf, Germany. At Hall 8B, Stand N02, the company will showcase solutions ranging from medical compounds and tubing for medical devices to its grid lacquer coated paper and coated Tyvek® constructions for device packaging.
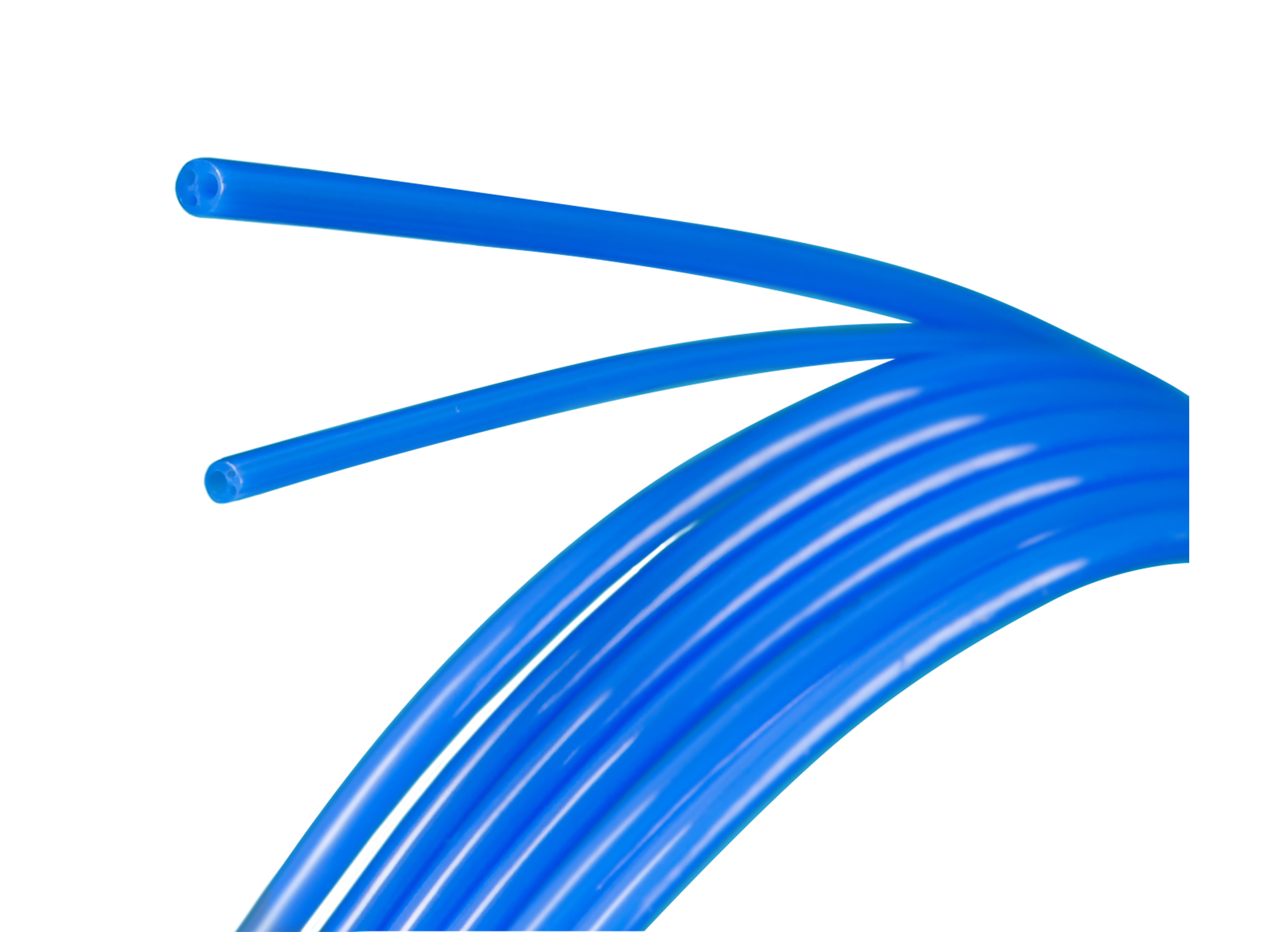
In the area of multilayer tubing, TekniPlex Healthcare is well versed in developing solutions for the transfer of sensitive drug products that contain preservatives, proteins, or other active ingredients prone to absorbing into the walls or surfaces of conventional tubing options. Recent examples include patented multilayer tubing configurations that offer extremely low absorption properties to help extend the usable life of insulin and other unstable drug products, such as chemotherapy drugs. Another patented configuration, designed for fluid transfer of DMSO and other solvent suspensions, features a polypropylene-based outer layer providing safe product delivery in dual hormone delivery systems and advanced cell and gene therapy processes.
The company also will be displaying multi-lumen tapered tubes, manufactured from Pebax® polymer, for endoscopic biliary procedures. For ease of handling by clinicians, the 2050 mm (81 inch) tubes transition from 2.45 mm (0.096 inches) on the proximal end to 1.72 mm (0.068 inches) on the distal end, which accesses the bile duct in the small intestine. A guidewire lumen, contrast lumen and balloon inflation lumen traverse the length of the tube to perform complex, minimally invasive procedures. The lumens are as small as 0.4 mm (0.016 inches) to 1.10 mm (0.43 inches), and retain consistently tight tolerances throughout the length of the tube.
The company also will be highlighting its medical device packaging offerings, including a variety of grid lacquer coated paper specifications and coated Tyvek® options. Early next year, TekniPlex Healthcare will be opening a new facility in Madison, WI, significantly boosting its lamination capacity for a broad range of materials including PET, nylon, paper, foil, PE, EAA and ionomer, in both peelable and non-peelable structures. The plant’s new coating and lamination assets will increase capacity for an array of products such as coated Tyvek® and reinforced papers.
Another offering will be the company’s range of solvent-bondable thermoplastic elastomer (TPE) tubing produced with its proprietary compound formulations. An alternative to polyvinyl chloride (PVC), TekniPlex Healthcare’s range of thermoplastic elastomer compounds combine the performance benefit of vulcanized rubber with the processing properties of thermoplastics. Free of silicone, latex, phthalate and halogen, they are suitable for a wide variety of medical device tubing applications.
About Ideal for upstream inspection of bulk items like cereals, rice, legumes, coffee & sugar, the XR Bulk incorporates vertical piping technology to reliably inspect raw materials at high speeds.
Travagliato (Brescia), October 11, 2023 – Antares Vision Group, an Italian multinational and a leading provider of track and trace and quality control systems, has introduced an X-ray scanner system designed for inspecting food ingredients and raw materials such as cereals, rice, legumes, coffee and sugar. Incorporating a novel vertical piping system, the company’s XR Bulk unit utilizes gravitational fall to inspect for a wide range of contaminants in a manner that ensures contained, smooth product flow.
Historically, bulk product inspection in the food sector has relied either upon X-ray belt systems – which can bring product handling issues by changing its natural flow – or vertical metal detectors, which often have detection limitations. Antares Vision Group’s XR Bulk is the first model on the market to combine appropriate product handling through a vertical pipe with the inspection power of X-ray technology. The result is streamlined incorporation of an important upstream layer of inspection for food products, well before final packaging and sealing.
The XR Bulk system is situated vertically to accommodate production lines, with product entering through a steel infeed pipe at the top. Following inspection, product exits from an outfeed pipe at the unit’s bottom. All product is contained inside the pipe and inspection chamber, both of which offer hygienic design. The machine also features a proprietary custom sensor that is sealed and protected from potential dust accumulation.
To ensure inspection is consistently effective, the XR Bulk unit reconfigures product flow from a cylindrical to a rectangular pathway, creating a layer with uniform thickness whose width aligns with inspection sensors. All totaled, the XR Bulk offers several fundamental advantages when compared to traditional belt X-ray systems:
• The elimination of product handling problems associated with conventional belt X-ray systems.
• The creation of homogeneous product flow without “peak” or “empty” stretches.
• The employment of a proprietary sensor that operates at exceptionally high speeds, identifies the position of contaminants, and rejects only affected portions of the flow – thereby increasing efficiency and minimizing product waste.
• An absence of belts, motors, and other components allows the horizontal X-ray beam to pass only through the product, ensuring high sensitivity even at high speeds.
By combining the benefits of vertical piping product management with the power of X-ray inspection, the XR Bulk avoids common problems with product handling, plant maintenance, and maintaining a sanitary working environment. Vertical pipe X-ray inspection optimizes operating conditions, helping the unit achieve the extraordinarily high levels of sensitivity necessary for granular products and other challenging raw materials.
About Antares Vision Group
Antares Vision Group is driving digitalization of products and supply chains by leading traceability, inspection, and integrated data management. AV Group helps companies and institutions to achieve safety, quality, efficiency, and sustainability, enabling Trustparency®.
DIAMIND, AV Group’s integrated ecosystem of solutions, simplifies the technology environment and supports businesses’ growth by enabling a data-driven and tailored journey to digital innovation. Connecting physical products with digital identities, DIAMIND runs at the line, factory, warehouse, enterprise, and supply chain levels, and helps guarantee product quality (inspection systems and equipment) and end-to-end traceability (from raw materials to production, from distribution to the consumer and back) through integrated data management.
AV Group operates in the life science (pharmaceuticals, medical devices, and hospitals), beverage, food, cosmetics, chemicals, and packaging industries and potentially many others.
AV Group has been listed in STAR segment of Euronext since May 2021 and has been included in the Euronext Tech Leaders index, dedicated to leading tech companies with high growth potential, since July 2022.
In 2022, Antares Vision Group recorded a turnover of €223 million. The Group operates in 60 countries, employs more than 1,300 people, and has a consolidated network of over 40 international partners. To learn more, please visit antaresvisiongroup.com and rfxcel.com.
For further information:
TekniPlex Healthcare utilizes advanced materials science expertise and technologies to develop and deliver critical solutions for medical and diagnostic devices, drug delivery systems and healthcare packaging applications. With a global reach, the division’s deep understanding of the greater pharmaceuticals and medical landscape helps it produce exemplary barrier properties for drugs and precision medical devices for interventional and therapeutic procedures. TekniPlex Healthcare’s ever-evolving portfolio helps meet demands for high-leverage medicines and mission-critical healthcare products that benefit care providers and patients. For more information visit www.tekni-plex.com/healthcare.