


Elopak and gls announce joint venture gl...
Elopak and GLS have today announced a joint venture in which the two companies will each have 50% ownership.
Elopak and GLS have today announced a joint venture in which the two companies will each have 50% ownership.
With the versatile Pure-Line portfolio, based on either PP or PE, SÜDPACK and SN German Pouch-Pack Technology are coming together at Anuga FoodTec 2022 in Cologne to present a solution that is both innovative and sustainable for the packaging of a broad variety of products in bags. The fully recyclable packaging concept by SÜDPACK will be on display on the rotary form, fill and seal machine FME 50 in hall 8.1 at stand B-049 of SN German Pouch-Pack Technology.
SÜDPACK has further expanded its tried and tested Pure-Line product family, which reflects the spirit of the times – and especially that of the visitors to the trade fair. Here too, in the filling & packaging segment at this year’s leading global trade fair for the food and beverage industry, the focus is on automated, cost-effective solutions that also go easy on resources and the environment while ensuring maximum product quality.
In addition to recyclable mono-materials based on PP, the SÜDPACK portfolio now also includes solutions made of PE. Both film structures offer the properties that are necessary for efficient and safe packaging, particularly of food products in doypacks. The spectrum of applications ranges from grated cheese to air-dried sausages and jerky, to nuts and snacks and right through to coffee, tea, herbs and grains. Depending on the products to be packaged, the high-performance films can be equipped with different barrier properties. Based on what is needed, the doypacks can be aroma proof and provide optimal protection against moisture, UV radiation or oxygen.
An additional advantage is the excellent machinability of the materials due to their broad sealing range, which results in a high level of process and packaging safety. At the same time, the formation of a sealing layer ensures the simple and efficient in-line application of common zipper systems, which are already available on the market as a PP-based product for flat bags and doypacks.
Last but not least, the Flow Pack Pure-Line can also be printed using SÜDPACK’s newly developed and pioneering SPQ printing technology, which is setting standards in flexo printing with its low carbon footprint and was honored with the German Packaging Award in gold in 2021.
Flexible and user-friendly HFFS bag packaging machines
The innovative and particularly sustainable film concept by SÜDPACK will be presented in Cologne on the SN horizontally operating bag packaging machine FME 50. The latest innovation by SN German Pouch-Pack Technology is an affordable, flexible and compact bag packaging machine for forming, filling and sealing three and four side sealed bags and doypacks. Using specifically designed dosing devices, the bags are filled with products of varied consistency and sealed. Without any difficulties or loss in speed or quality, modern recyclable materials such as PurePP or PurePE can be processed with an output of up to 100 cycles per minute.
The energy-efficient FME 50 impresses with its reliable SN technology and provides quick and easy access to the world of flexible bag packaging. It is designed to be a simple and efficient plug & play machine and is very easy to operate. The central gripper adjustment on the rotary table and the optimized height adjustment of the folding wedge contribute to a reduction of format changeover times, which greatly simplifies the operation of the machine.
A solution “on the cutting edge”
Both partners are expecting a great deal of interest among visitors at Anuga FoodTec from all industrial fields because the trend towards particularly resource-conserving, recyclable materials will continue. SÜDPACK is currently faced with increased demand, especially from brand manufacturers: “As a market and technology leader in our industry, we aligned our product and performance portfolio early on to meet the new requirements in the market – and have already demonstrated our expertise in much noted pilot and development projects. We are now in a position to offer our customers solutions that are pioneering in terms of material efficiency, recyclability, renewable raw materials and circular economy,” explained Holger Hoss, who as Product Manager is responsible for the flow pack solutions at SÜDPACK.
“The FME 50 allows us to combine customer needs, such as very short delivery times, ease of operation and a high level of quality, with low acquisition costs, and this is very much reflected by the popularity of the model. The fields of application are primarily dry food products, such as bulky goods, powder and granules, but also non-food products and lotions,” added Felix Eberhardi, Marketing Manager at SN German Pouch-Pack Technology.
About SÜDPACK
SÜDPACK is a leading manufacturer of high-tech films and packaging materials for the food, non-food, and medical product industries. The solutions ensure maximum product protection as well as additional pioneering features with minimum material input.
The family business, which was founded by Alfred Remmele in 1964, is headquartered in Ochsenhausen. The production sites in Germany, France, Poland, Switzerland, the Netherlands and the USA are equipped with the latest plant technology and manufacture to the highest standards, including the capacity to operate under clean room conditions. The worldwide sales and service network ensures a high degree of proximity to the customer and comprehensive application technology support in more than 70 countries.
With its state-of-the-art Development and Application Center at its headquarters in Ochsenhausen, the innovation-oriented company offers its customers an optimal platform for carrying out application tests and for developing individual and tailor-made solutions.
SÜDPACK is committed to sustainable development and fulfills its responsibility as an employer and towards society, the environment, and its customers by developing packaging solutions that are unparalleled in their efficiency and sustainability.
About SN German Pouch-Pack Technology
SN German Pouch-Pack Technology produces custom-made, horizontally operating form, fill and seal machines (HFFS) as well as fill and seal machines (HFS) for nearly all bag forms and a machine output of up to 540 bags/minute. At the company site in Wipperfuerth near Cologne, up to 300 employees develop customized packaging machines for the food, beverage, pet food and seed industries as well as for household, cosmetic and pharmaceutical products. SN is valued internationally by both large corporations and SMEs for the quality of its products and can be found in nearly all renowned establishments.

Spartanburg, S.C. – Today, diversified global manufacturer Milliken & Company published its fourth annual Sustainability Report, a key reporting component in the company’s progress toward its 2025 Sustainability Goals. In 2019 Milliken laid out 12 sustainability goals, focused on its people, its products and the planet, as a roadmap to achieving a healthier tomorrow. Guided by the United Nations Sustainable Development Goals, these 12 goals signal the company’s commitment to sustainability in all forms.
In 2021, Milliken eliminated coal as a primary fuel after investing $25 million into cogeneration, which combines steam and power generation. Notably, Milliken also increased the diversity of its U.S. management team by 8% and announced that its entire flooring portfolio is now carbon neutral.
“Our shared purpose and our material science expertise make us uniquely Milliken,” shares Halsey Cook, president and CEO of Milliken & Company. “We embrace not only our ability to make a positive impact on the world around us but also our responsibility to build a healthier future for this generation and generations to come.”
Completed in line with Global Reporting Initiative (GRI) Standards: Core, Milliken’s fourth report details the holistic sustainability progress made in 2021. These efforts include:
“The cover of this year’s report is an image from the documentary, Everest, which details the dramatic true story of a team of four climbers who ascended the mountain,” says Kasel Knight, senior vice president and general counsel. “Milliken and Polartec are sponsoring the 25th anniversary re-release of this film. For us, this story of teamwork, hope and perseverance was a natural fit for our 2021 report. Our goals are lofty, but working together, we know that we can achieve a brighter, healthier tomorrow.”
About Milliken & Company
Milliken & Company is a global manufacturing leader whose focus on materials science delivers tomorrow’s breakthroughs today. From industry-leading molecules to sustainable innovations, Milliken creates products that enhance people’s lives and deliver solutions for its customers and communities. Drawing on thousands of patents and a portfolio with applications across the textile, flooring, specialty chemical and healthcare businesses, the company harnesses a shared sense of integrity and excellence to positively impact the world for generations.
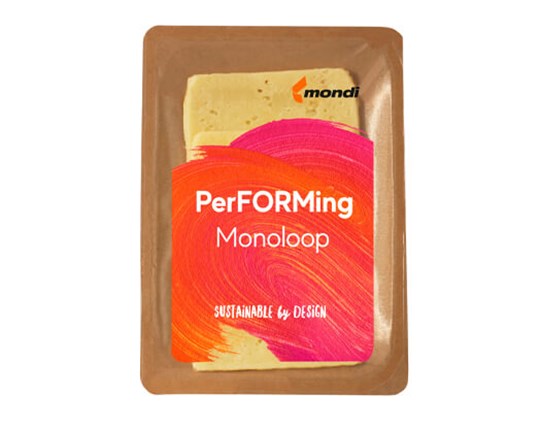
Mondi, a global leader in packaging and paper, is highlighting the need for innovative packaging solutions in the fresh food industry by introducing two new recyclable packaging products - a paper-based tray and a semi-rigid plastic tray - at Anuga FoodTec.
When it comes to preventing food from spoiling, the packaging industry plays a key role. Mondi has developed two new solutions to protect fresh food contents at every stage of the manufacturing and logistics process, ensuring they last longer through clever design and the potential to apply MAP (modified atmosphere packaging) to extend the shelf-life. The packaging inhibits exposure to elements such as moisture, gases and grease, and actively encourages correct consumer use, through resealable functions. This aids convenience and ease of portion control while also reducing food waste.
PerFORMing Monoloop is a formable and recyclable paper-based solution for sliced food such as cheese or meat. The paper tray with a barrier layer is combined with a plastic top web solution, allowing excellent product protection while reducing plastic use. The barrier layer can be easily separated from the paper tray so that all elements can be disposed of in the correct waste streams separately. PerFORMing Monoloop, certified recyclable by Institute cyclos-HTP, offers high flexibility for the food manufacturer, as it is suitable for a range of depths and forms on existing lines.
Mono Formable PP is a recyclable high barrier MAP solution, created from mono-material polypropylene (PP). Featuring a printed top web and a complementary thermoformable semi rigid bottom web, the fully recyclable packaging weighs around 30% less than a comparable polyester (PET) tray at the same thickness while offering the same high level of product protection. The innovative solution can substitute the industry standard of multi-material non-recyclable PET trays and is available with a range of features like easy-peel for convenient opening and/or reclosure.
Sustainability is front and centre when we design new solutions, using paper where possible and plastic when useful. We think deeply about materials and take a holistic approach that supports the development of sustainable systems and circular economies. We are pleased to be launching these new food packaging solutions at the Anuga FoodTec where Mondi is exhibiting for the first time.
Thomas Kahl, Head of Sustainable Packaging Solutions, FMCG & Industrial Channels, Mondi
Mondi will be exhibiting its portfolio of sustainable food packaging solutions at Anuga FoodTec in Cologne Germany, from 26 to 29 April 2022 (Hall 8.1, stand B035), and will also have members of the team speaking at the show.
About Mondi
Mondi is a global leader in packaging and paper, contributing to a better world by making innovative packaging and paper solutions that are sustainable by design. Our business is integrated across the value chain – from managing forests and producing pulp, paper and plastic films, to developing and manufacturing effective industrial and consumer packaging solutions. Sustainability is at the centre of our strategy and intrinsic in the way we do business. We lead the industry with our customer-centric approach, EcoSolutions, where we ask the right questions to find the most sustainable solution. In 2021, Mondi had revenues of €7.7 billion and underlying EBITDA of €1.5 billion.
Mondi has a premium listing on the London Stock Exchange (MNDI), and a secondary listing on the JSE Limited (MNP). Mondi is a FTSE 100 constituent, and has been included in the FTSE4Good Index Series since 2008 and the FTSE/JSE Responsible Investment Index Series since 2007.
Wolfertschwenden, 21 April 2022 - MULTIVAC is launching its W 500 onto the market as a universal flowpacking solution, which offers a high level of flexibility for packing a wide range of food products. The new flowpacker, which is designed for a wide spectrum of applications and products, supports the use of sustainable films and paper-based materials. It will be presented to the public for the first time at two leading trade fairs, Anuga FoodTec 2022 (Hall 8.1, Stand C010) and IFFA 2022 (Hall 11.1, Stand B11), and it will be the heart of a high-performance line for the automatic packing of burgers in a pillow pack.
The pillow pack is traditionally one of the primary solutions for the secure and attractive packaging of food products, such as meat and sausages, cheese, snacks, bakery products and fruit. Pillow packs are also widely used to protect industrial and pharmaceutical products. The low material input and the ease of integration into other processes are the main features of this packaging solution, and the flowpacker perfectly complements the current MULTIVAC product range.
With the addition of the new W 500 horizontal flowpacker, MULTIVAC is now expanding its equipment range and turning its extensive technical and packaging expertise to a new area of application. “Thanks to the new W 500 in our product range, we can now offer our customers an even greater choice of solutions to meet their exact requirements. And with the W 500 as with all our other equipment, we can offer the right packaging materials, so that the pillow packs are environmentally-friendly and recyclable. Being able to offer the complete package is very important to us, and we will continue to expand this, so that we can cover all the future requirements of our customers,” explains Kim Hüther, Executive Vice President of Tray & Pouch Packaging at MULTIVAC. “The main features of the W 500 flowpacker are its easy operation, cleaning and maintenance, as well as an attractive price-to-performance ratio. It can be used as a stand-alone solution, or it can be integrated into an automated line - as will be seen at the trade fairs.”
The new solution is ideally suited to the sustainable packaging of products such as minced meat, burgers, cevapcici, sausages, cheese and frozen fish. And bakery products such as baguettes, croissants and pizzas, as well as many types of fruit and vegetables, can also be packaged securely in pillow packs with very efficient material usage.
The robust machine, which is built to MULTIVAC's innovative Hygienic Design™, is characterised by its high level of efficiency and precision, as well as its user-friendliness, reliability, cost-effectiveness and high output. Precise servo drive technology ensures that maximum speed and optimum process control are achieved. Products with a maximum width of 200 mm and a height of up to 120 mm can easily be packed - with or without a tray. The other features include the independent speed setting of the rollers for crease-free longitudinal sealing, the extremely reliable cross sealing thanks to precise and recipe-based control of sealing temperature and pressure, as well as an integrated gas analysis system for MAP packing with modified atmosphere. Offering an output of up to 120 packs per minute or a film speed of up to 30 metres/min, the W 500 is among the best performing box-motion flowpacking solutions on the market. It is also possible to integrate marking or labelling solutions seamlessly.
All process and pack parameters such as type of product, pack format, sealing pressure and temperature are recipe-based, and they can be set and called up with just a few clicks on the user-friendly HMI. Product changes can also be performed in a very short period of time. The machine components are easily accessible for cleaning and maintenance.
On the MULTIVAC exhibition stand ...
The high-performance W 500 flowpacker is the core of an automated, space-saving line. A centrifuge converges the burgers into a single line on one transport conveyor, while the cardboard trays are denested onto another conveyor running in parallel. A handling module loads the burgers into the cardboard trays. The filled trays then run into the packaging machine, where they are packed under modified atmosphere. An inline labeller then applies a label from above to the packs.
[4,424 characters incl. spaces]
About MULTIVAC
MULTIVAC is one of the leading providers worldwide of packaging solutions for food products of all types, life science, and healthcare products, as well as industrial items. The MULTIVAC portfolio covers virtually all requirements of processors and producers in terms of pack design, output, and resource efficiency. It comprises a wide range of packaging technologies, as well as automation solutions, labellers, and quality control systems. The product range is rounded off with solutions upstream of the packaging process in the areas of portioning and processing, as well as bakery technology. Thanks to our extensive expertise in packaging lines, all modules can be integrated into complete solutions. This means that MULTIVAC solutions guarantee a high level of operational and process reliability, as well as efficiency. The MULTIVAC Group has approximately 6,900 employees worldwide, with some 2,300 based at its headquarters in Wolfertschwenden. With over 80 subsidiaries, the Group is represented on all continents. More than 1,000 sales advisors and service technicians throughout the world use their know-how and experience to the benefit of customers, and they ensure all installed MULTIVAC machines are utilised to their maximum. Further information can be found at: www.multivac.com.

Flow packs are becoming increasingly popular in the food industry – even in the case of fresh ground meat from prepacked counters, consumers are now resolutely opting for unconventional bag packs. SÜDPACK identified this market trend at an early stage and, above all, adjusted its portfolio to the rising demand for recyclable alternatives. Recyclable high-performance PP and PE-based film for efficiently packaging food in bags, in particular, will therefore be on display on the lines of various packaging machine manufacturers at IFFA in Frankfurt. The film producer will also draw trade show visitors’ attention to its PP-based lidding films and their wide range of functionalities, as a recyclable, resource-saving option for packaging food in trays.
These are practical and attractive and perfectly reflect today’s modern lifestyle as a trendy packaging concept for bread, cakes and pastries, nuts, snacks, candy, cheese or salami straws, for example. Even ‘new food’ start-ups are currently extremely interested in flow packs. And for meat products like ground meat or alternative proteins, flow pack is nothing short of a real packaging revolution.
While tubular bags are among the most material-efficient, popular and flexible packaging concepts for sausage, cheese, salad and fruit, as well as frozen fish and shellfish. The solution provider of choice and the first point of contact when it comes to high-performance films for the food industry is SÜDPACK. The film producer offers an extensive range of material structures for flow pack packaging – and has continuously expanded its portfolio to include sustainable film concepts in recent months. The best example is the innovative product family Pure-Line, which in addition to recyclable mono-materials based on PP, now also includes solutions made of PE. Depending on the products to be packaged, the films can be equipped with different barrier properties in order to provide optimal product protection.
Despite their reduced material thickness, flow packs based on Pure-Line films provide a high level of stability that is comparable to conventional packaging systems. Unlike tray packaging, however, material savings of up to 60 percent can be achieved.
The Pure-Line films have been tested on horizontal and vertical flow pack lines from the leading manufacturers of packaging machines. They have also been specifically designed for high output rates and maximum material yield. Moreover, the films are distinguished by a broad sealing range, which results in a high level of process and packaging safety. At the same time, the formation of a sealing layer ensures the simple and efficient in-line application of common zipper systems.
SÜDPACK materials will be presented on the flow pack machines of various leading manufacturers at IFFA in Frankfurt. This will give professional visitors the opportunity to see the concept on both packaging lines for fresh ground meat and on lines designed to package dry products.
Sustainable lidding films for tray packaging
In parallel to this, SÜDPACK has recently completed its range of PP-based and therefore recyclable lidding films for thermoformed and tray packaging. A wide range of trays can be reliably sealed using tear-proof Safe Peel Clear, for example – even if the product leaves residue, such as oil, marinade, spices or powder on the edge of the seal. The transparent top web can be sealed against PP, so that users can easily feed the entire pack into the existing material cycle as a single-material solution.
The film can be equipped with various functionalities for optimal product protection and maximum shelf life of meat and sausage products, dairy produce, as well as fish and seafood. Thanks to its excellent peelability, users can easily open the pack, without ripping the film. These material structures will also be presented on tray sealers from various manufacturers at the leading international trade show in Frankfurt .
If food producers and packaging companies also use SÜDPACK’s innovative SPQ technology for package printing, a new level of sustainability is achieved. Because this printing process, which has already been honored with the German Packaging Award in gold, reduces the use of ink and solvents to a minimum and is setting standards in flexo printing with its low carbon footprint – with significantly improved print quality.
About SÜDPACK
SÜDPACK is a leading manufacturer of high-tech films and packaging materials for the food, non-food, and medical product industries. The solutions ensure maximum product protection as well as additional pioneering features with minimum material input.
The family business, which was founded by Alfred Remmele in 1964, is headquartered in Ochsenhausen. The production sites in Germany, France, Poland, Switzerland, the Netherlands and the USA are equipped with the latest plant technology and manufacture to the highest standards, including the capacity to operate under clean room conditions. The worldwide sales and service network ensures a high degree of proximity to the customer and comprehensive application technology support in more than 70 countries.
With its state-of-the-art Development and Application Center at its headquarters in Ochsenhausen, the innovation-oriented company offers its customers an optimal platform for carrying out application tests and for developing individual and tailor-made solutions.
SÜDPACK is committed to sustainable development and fulfills its responsibility as an employer and towards society, the environment, and its customers by developing packaging solutions that are unparalleled in their efficiency and sustainability.

At Pharmintech (3-6 May 2022, Milan) and during Open Door Pharma (2-6 May 2022, Pianoro), Marchesini Group will be exhibiting three eco-friendly solutions for packaging pharmaceutical products. The decision to invest in the circular economy is part of a rapidly evolving strategic company plan, communicated in 2015 with the presentation of the first Sustainability Report, in which the Group’s environmental, social and economic/financial responsibility initiatives were presented. In advance of the 2021 Report, Marchesini Group has announced further investments in the development of new sustainable packaging materials.
MA80 cartoner with paper tray
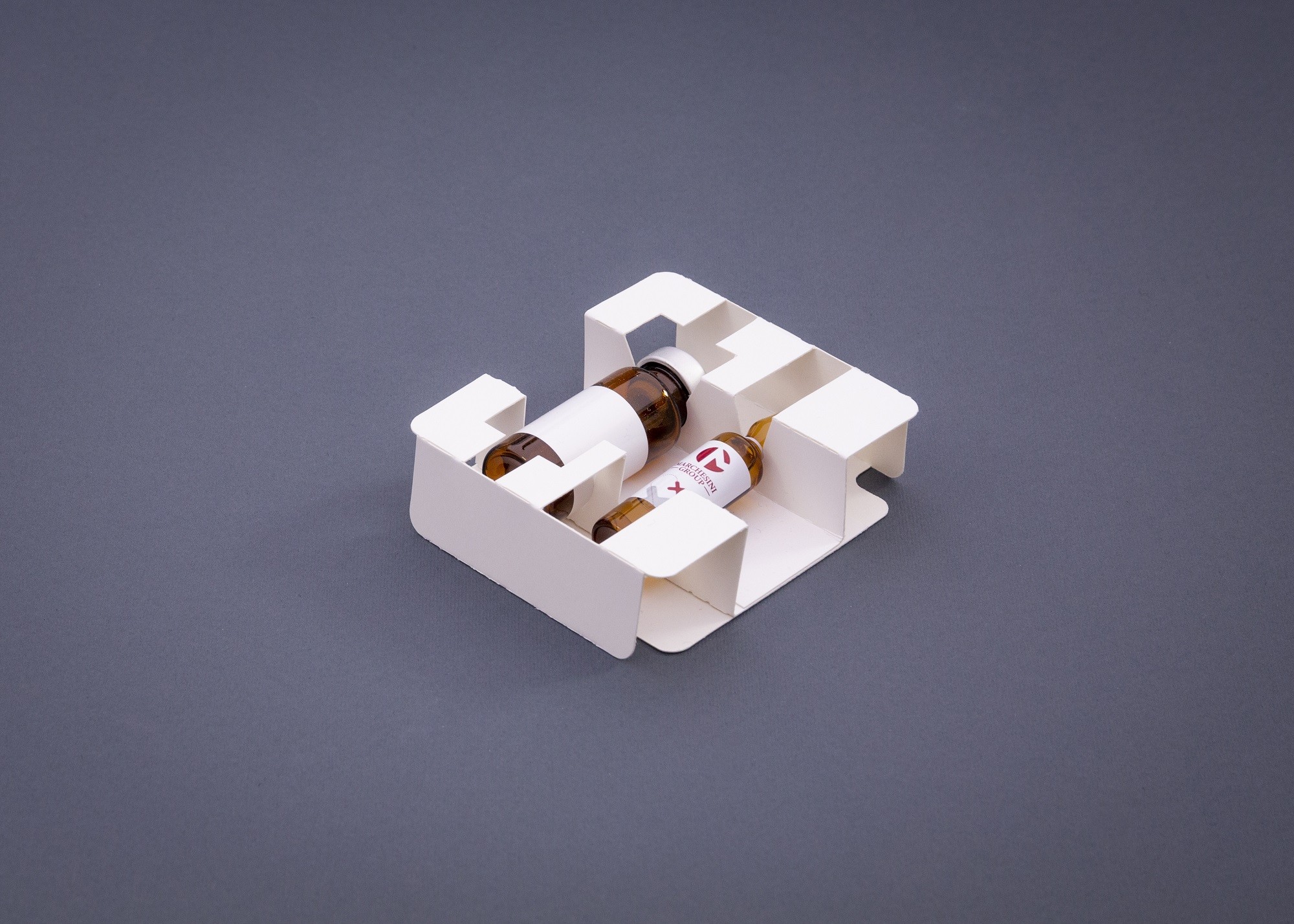
At Pharmintech’s stand, A34-B35, the focus will be on the MA80 cartoner designed for cartoning products such as syringes, inhalers, vials and tubes at a speed of 120 cartons per minute. MA80 is designed to place products in cardboard trays as an alternative to thermoformed trays.
Cardboard trays are an environmentally friendly alternative that are becoming increasingly popular among customers because they are as reliable as PVC trays. They can also protect fragile and expensive products such as syringes and ampoules, presenting them in a modern, attractive way. Finally, cardboard trays offer advantages in terms of storage and transport due to their compact size.
Marchesini Group has set up a dedicated team to design customised cardboard trays for packaging products in the pharmaceutical and cosmetics market. Using prototypes and models, the trays are then fine-tuned so that customers can optimise the entire packaging line, from the process through to cartoning and palletisation.
In this process, the use of robotics is essential to create custom infeeds for handling, tray opening and subsequent product insertion. In most cases the shapes and sizes of plastics can be replicated through cardboard solutions for both standing and lying products.
FB220 thermoforming machine with eco-friendly materials
Another innovation is the introduction of packaging technologies to gradually replace PVC with highly recyclable materials for thermoforming blisters and trays. In two years of experimentation and collaboration with some of the main industry players – suppliers Klöckner Pentaplast, Huhtamaki, Amcor, Paccor (Faerch Group) and Encaplast – Marchesini Group technicians have developed blisters and trays that can be easily disposed of in normal waste recycling channels. In particular, the use of plant-based and compostable materials such as PLA, which is recyclable together with the wet waste, and R-PET, PET recycled up to 80%, allowed the creation of monomaterial packs perfectly suited to the purpose.
The first public demonstration of the use of these products on a Marchesini Group machine will be at Pharmintech, where a classic FB220 – a thermoforming machine used to form trays for ampoules, vials and syringes – will be exhibited and set up to use sustainable materials instead of traditional plastics. It is up to customers to opt for either the classic or the eco-friendly approach, depending on their needs.
Stickpack line with recyclable materials
During Open Door Pharma, the event designed to open the company’s doors to customers from the pharmaceutical industry, the new solutions on show will be accompanied by a line consisting of a Schmucker MT1300 12-lane stick packaging machine, a stacking and counting system and an MA80 cartoner.
Specifically, this line is designed to process PP-based packaging materials (with and without PE) such as 100% recyclable plastic monomaterials like OPP or BOPP with a metallised intermediate layer. Due to its suitability for food contact, this material is a worthy polyolefin-based substitute for the classic PET/ALU material to produce high-barrier flexible packaging.
Bringing local production of Activ-Vial™, the world choice for blood glucose test strip protection, to diabetes patients in the China region
Aptar CSP Technologies, part of AptarGroup, Inc. and a leader in active material science solutions to ensure product protection, extend shelf life and improve patient experience, is launching its Activ-Vial system in China. Trusted by leading brands around the world, Activ-Vial will be produced at the company’s facility in Guangzhou, providing a best-in-class offering for the country’s growing diagnostics market, particularly for patients with diabetes conditions where blood glucose monitoring is a critical component of care.
By locally manufacturing Activ-Vial, Aptar CSP Technologies will bring production closer to the local customer, mitigating supply chain disruptions, and more importantly, providing an optimal solution to the local diabetes patient. The move is a key component of the company’s strategic effort to significantly expand its market presence in China.
“This latest investment in local production expansion reflects our continued commitment to serving the China market,” said Badre Hammond, VP Global Commercial Operations, Aptar CSP Technologies. “This initiative not only represents an investment in the markets and communities we serve, but allows us to leverage local supply chains, improving our cost structure and sustainability of operations.”
Aptar CSP Technologies’ Activ-Vial™ solution features the company’s proprietary 3-Phase Activ-Polymer™ platform technology fully integrated into the vial, creating a microclimate that protects against moisture and other environmental conditions that can impact diabetes test strip stability. Unlike traditional packaging options, this technology co-molds highly-engineered active particles into the vial, completely surrounding the product to scavenge moisture before it ever reaches the contents inside. Additionally, the company’s patented “close in the mold” technology ensures a moisture-tight seal that maintains its integrity throughout shelf life and patient use life to deliver greater product stability.
cGMP produced Activ-Vial™ products are now available on site in Guangzhou for stability testing and readiness for commercial launch. Please contact the local Area Sales Manager, Steven Zhang at +86 152 956 04872 or steven.zhang@aptar.com for sales inquiries.
About Aptar CSP Technologies
Aptar CSP Technologies is part of AptarGroup, Inc., a global leader in the design and manufacturing of a broad range of drug delivery, consumer product dispensing and active material science solutions. Aptar CSP Technologies leverages its active material science expertise to transform ideas into market opportunities, accelerate and de-risks the product development process, and provide complete solutions that improve consumers’ and patients’ lives. The company offers a complete set of services from concept ideation, to design and engineering, to product development, global production, quality control, and regulatory support that results in expedited speed-to-market. For more information, please visit www.csptechnologies.com and www.aptar.com

European Tissue Symposium (ETS) will be present at this year’s edition of RAI/Interclean, being held in Amsterdam from 10-13 May.
Interclean Amsterdam is the largest professional cleaning community in the world, welcoming leading manufacturers and professionals in the cleaning and hygiene industry from around the globe.
With hygiene having been top of the agenda for all businesses over the past two years, this year’s event will be met with particular interest and visitors will be keen to explore the latest innovative solutions and stay on top of recent market trends and developments.
Tissue paper has played a leading role in upholding hygiene in both professional and domestic settings during the Covid-19 pandemic. Its efficacy in delivering optimal hand hygiene as a method of hand drying following hand washing in public washrooms has been particularly evident, and paper also played an essential part in maintaining hygiene in the HORECA sector as restaurants and bars opened up following lockdowns.
The ETS stand will showcase paper’s unique hygiene features and display a range of scientific studies to demonstrate its effectiveness in reducing the spread of infection following a visit to the washroom. They will also be showcasing its wider features as an easy-to-use, sustainable product in the HORECA, business and procurement sectors.
Over 20,000 attendees are expected over the four-day event, with sessions on cutting edge topics and the technologies of the future. ETS will be present with a stand in exhibition hall 3, Stand 501.
RAI/Interclean 2022 will run from 10-13 May inclusive from 10.00-17.30. It will be held at RAI Amsterdam, Europaplein, 1078 GZ Amsterdam, The Netherlands.
About ETS
ETS is the European Tissue Paper Industry Association. The members of ETS represent the majority of tissue paper producers throughout Europe and around 90% of the total European tissue production. ETS was founded in 1971 and is based in Brussels. For more information: www.europeantissue.com

Leading-edge material technology is enabling Berry Superfos to produce the signature mortar-shaped pot for Spanish food producer Choví Group’s garlic mayonnaise brand, Allioli, incorporating 25% recycled plastic.
The new pot retains its iconic shape and sunny yellow colour that ensure maximum brand awareness on-shelf but is now able to contain 25% recycled polypropylene (PP) that is the same quality as virgin material. The recycled content of the packaging has been allocated using the ISCC mass balance approach. In addition, the entire pot can be recycled where appropriate facilities exist. Both the saving of virgin materials and facilitating the reduction in the amount of plastic waste going to landfill support the move to a circular economy.
The change in material composition of the injection-moulded pot was made possible by an alliance between Choví, Berry Superfos and supplier of the recycled polypropylene Repsol. All three companies hold the ISCC PLUS certification which is required to allow the use of recycled material for food product packaging. This certification ensures credible claims for circular materials, as well as traceability throughout the chain of custody.
The breakthrough for the food industry that allows food packaging to be made of polypropylene with recycled materials is due to new advanced pyrolysis technology. This has enabled the recovery of waste streams that are not suitable for mechanical recycling and which, when converted, produce material of virgin plastic quality.
“The process path of developing our iconic Allioli pot to include recycled material has been a long but rewarding road, and the result is excellent,” commented David Moya, Choví’s Industrial Director. “It was made possible thanks to our alliance with Berry Superfos and Repsol who have been perfect travel companions for us in this pioneering project to increase the sustainability of the Allioli pot.”
This successful collaboration also underlines the strength of the over 25 years’ partnership between the Choví Group and Berry Superfos that will ensure the continuing development of packaging solutions for the customer.
"Our partnership with Choví is an example of the kind of relationship that we strive to establish with all our customers every day,” confirmed Berry Superfos Iberia’s Commercial Director, Ignacio Igea. “It involves being innovative and providing state-of-the-art technology, dedicated service and commitment to more sustainable development.”
For further information on Berry’s circular solutions and food grade PP packaging with recycled material, visit: https://www.berryglobal.com/en/sustainability/sustainability-strategy/p…

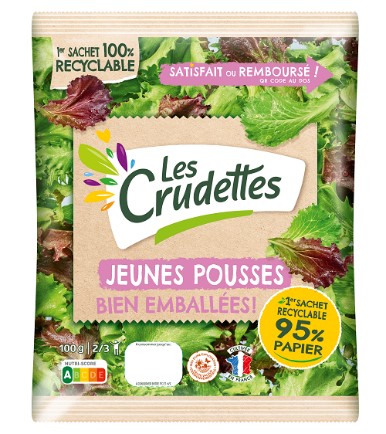
Mondi, a global leader in packaging and paper, and French Les Crudettes - LSDH Group's Vegetable Division were recognised as Gold winner at this year´s Packaging Innovation Awards by DOW for using recyclable FunctionalBarrier Paper manufactured by Mondi to protect ready-to-eat salads. This prestigious prize follows five other wins scooped last year for the innovative paper-based solution.
Mondi’s FunctionalBarrier Paper replaces plastic films and laminates traditionally used for FMCG and consumer products with a recyclable and renewable solution. It consists of 95% paper with a functional barrier layer and keeps Les Crudettes salad just as fresh as the previous alternative. Mechanical properties include puncture resistance, flexibility, printability and barrier protection. The applied coating technology creates individual barriers against grease and water vapour while ensuring freshness for up to 10 days – the same amount of time as with the former plastic packaging.
Mondi used its EcoSolutions approach to work closely with Les Crudettes to help the company meet its sustainability goals of reducing the amount of plastic in its packaging for its salads. The packaging is verified as recyclable in the wastepaper stream in France and saves 137 tonnes of plastic per year. Additionally, the solution supports Mondi’s MAP2030 sustainability goal to make 100% of its products reusable, recyclable or compostable by 2025.
Falk Paulsen, Sales & Business Development Director Functional Paper and Films, Mondi, says: “Les Crudettes gave us the challenge of developing a fully recyclable paper-based packaging solution and we are pleased that the Packaging Innovation Award acknowledges FunctionalBarrier Paper for its sustainability credentials. It is an ideal example of creating packaging that is designed for recycling. We are pleased that our product has been honoured as a Gold winner.”
Géraldine Collet, Marketing and Innovation Director, Les Crudettes, adds: “This award is a recognition of our ground-breaking innovation; our bags could revolutionise the ready-to-eat salad market. Working together with Mondi has resulted in hugely reducing the amount of plastic needed.”
The Packaging Innovation Awards by Dow, which took place in a virtual ceremony on 31 March 2022, recognise outstanding packaging projects from around the globe. They showcase the most innovative breakthroughs based on the criteria of sustainability, technological developments and enhanced user experience.
A group of independent judges from seven countries – and representing more than 300 years of combined industry experience – evaluated 189 submissions from companies worldwide. The packaging projects range from food and beverage applications to homecare and even electronic goods.
Editor’s notes:
The newly-packaged salads are on sale throughout France.
Read more here: Les Crudettes salads stay fresh in Mondi’s recyclable functional barrier paper
About Mondi
Mondi is a global leader in packaging and paper, contributing to a better world by making innovative packaging and paper solutions that are sustainable by design. Our business is integrated across the value chain – from managing forests and producing pulp, paper and plastic films, to developing and manufacturing effective industrial and consumer packaging solutions. Sustainability is at the centre of our strategy and intrinsic in the way we do business. We lead the industry with our customer-centric approach, EcoSolutions, where we ask the right questions to find the most sustainable solution. In 2021, Mondi had revenues of €7.7 billion and underlying EBITDA of €1.5 billion.
Mondi has a premium listing on the London Stock Exchange (MNDI), and a secondary listing on the JSE Limited (MNP). Mondi is a FTSE 100 constituent, and has been included in the FTSE4Good Index Series since 2008 and the FTSE/JSE Responsible Investment Index Series since 2007.
About Mondi Functional Paper and Films
Mondi Functional Paper and Films (FPF) is part of Mondi’s Business Unit Engineered Materials, providing paper and film-based solutions such as release liners, barrier coatings, and technical films following our approach paper where possible and plastic when useful so we can provide customers with products that are sustainable by design. The industries served are graphic arts, labels, tapes, fibre composites, industrial, building insulation, hygiene, medical, envelopes, food & consumer goods, corrugated case linings, foam liners, automotive, and industrial packaging. Oriented towards a sustainable future and committed to quality, Mondi FPF is an agile and innovative partner with technically advanced expertise, global availability, and customised solutions. Well-connected within the Mondi Group, we are an integrated part of the value chain. Mondi FPF can imagine, design, and create innovations to meet the rapidly changing demands in the industry, and has access to an international network of specialists with over 11 plants in seven countries and three continents.
Thomas Ott, 54, has been appointed CEO of the Flexible Packaging and Engineered Materials business units at Mondi, a global leader in packaging and paper, earlier this year.
Born in Vienna, Thomas looks back on an impressive international career, including time spent in Italy and the USA. He began his career at Mondi in 1995 as a financial controller and took on leading positions in various business sectors in the following years. His last job was with the packaging manufacturer Amcor in Switzerland.
As CEO of Mondi Flexible Packaging and Engineered Materials, Thomas is responsible for around €4 billion in turnover with a team of more than 12,000 employees in 29 countries. He succeeds Peter Orisich, who has recently retired.
According to the industry expert, developing sustainable, recyclable packaging solutions and effective measures against climate change are currently the primary challenges. Commenting, Ott said: "Mondi's entire business activity is driven by our commitment to sustainability. As part of our Mondi Action Plan 2030 (MAP2030), we aim to make all Mondi products reusable, recyclable or compostable by 2025. We are also taking action on climate with MAP2030 Climate Action Roadmaps and committed to a science-based greenhouse gas emissions Net-Zero target by 2050."
To achieve this, Thomas is counting on a diverse, motivated and inclusive team: "Safeguarding all forms of diversity throughout the organisation is – and will remain – one of our primary tasks,” he points out.
Thomas lives and works in Vienna. He is married and has three children.
About Mondi
Mondi is a global leader in packaging and paper, contributing to a better world by making innovative packaging and paper solutions that are sustainable by design. Our business is integrated across the value chain – from managing forests and producing pulp, paper and plastic films, to developing and manufacturing effective industrial and consumer packaging solutions. Sustainability is at the centre of our strategy and intrinsic in the way we do business. We lead the industry with our customer-centric approach, EcoSolutions, where we ask the right questions to find the most sustainable solution. In 2021, Mondi had revenues of €7.7 billion and underlying EBITDA of €1.5 billion.
Mondi has a premium listing on the London Stock Exchange (MNDI), and a secondary listing on the JSE Limited (MNP). Mondi is a FTSE 100 constituent, and has been included in the FTSE4Good Index Series since 2008 and the FTSE/JSE Responsible Investment Index Series since 2007.

Xaar has launched its guide to help those new to inkjet maximise the potential of this extremely versatile non-contact technology.
The ability to apply a wide range of fluids with precision and accuracy across a variety of different substrates and materials, is seeing inkjet grow in importance to today’s manufacturing processes. Increasingly, it is either replacing traditional production methods or delivering new applications.
Titled, ‘Your guide to a successful inkjet development project’, the guide will help readers learn more about what to consider when starting their inkjet development journey, including ‘Why digital inkjet?’, ‘What fluid do I use?’ and ‘What system components do I need?’.
From the need to use difficult fluids on a variety of substrates, to the ability to print in multiple orientations, the guide encapsulates Xaar’s 30 years of experience in a single resource, to demonstrate how a wide range of industries can now seize the opportunity of inkjet technology.
Graham Tweedale, Chief Operating Officer at Xaar said, “Inkjet is enabling a multitude of new manufacturing applications, yet as a technology it can seem daunting to the uninitiated.
“That’s why we’ve created this guide; to help inform our customers’ inkjet development journey and assist in delivering a successful outcome with the shortest possible time to market. Ultimately, it will help businesses take advantage of on-demand and variable data printing, reduce waste, and deliver an improved return on investment – all through exploring the possibilities of inkjet.”
Users can download a free copy of the guide from the Xaar website
Ends
About Xaar
Xaar is an inkjet innovator, providing printheads and technologies for OEM and UDI customers worldwide.
By helping customers lay down precise volumes of inks and fluids with absolute pin-point accuracy, time after time, Xaar’s inkjet printheads and technologies meet the needs of numerous markets. Covering graphics, labelling, direct-to-shape, packaging, product decoration, ceramic tile and glass decoration, décor, and outer case coding applications – as well as printing with specialist functional fluids for advanced manufacturing techniques.
Collaboration is at the very core of its business. Xaar works as a trusted partner from sites in Europe, China, and North America, providing expert insights and technical support every step of the way.
With over 30 years’ experience, 280 patents registered or pending, and major ongoing R&D investment, Xaar’s digital printhead and precision jetting technologies create infinite opportunities for today’s sustainable manufacturing innovation.

2021 Sustainable Development Report highlights reduction of over 40% in CO2 emissions since 2005 and an improvement of over 6% year-on-year
Smurfit Kappa continues to make significant progress on achieving its sustainability goals according to its 15th Sustainable Development Report (SDR). The report highlights the company’s progress towards its long-standing goal of driving change and supporting a greener planet through the three main pillars of Planet, People and Impactful Business. It shows that the company’s actions are delivering today, and together with its ongoing investments and continuous improvement, it is well positioned to deliver on its long-term ambition to have net zero emissions by 2050.
Smurfit Kappa made significant progress in reducing its fossil CO2 emission intensity in 2021. The Group is the first in its industry to have announced targeting at least net zero emissions by 2050 and, compared to its baseline year 2005, it reduced its emissions intensity by 41.3% by the end of 2021. The reduction in 2021 versus 2020 was 6%, another significant step towards its net zero target.
During 2021, Smurfit Kappa delivered several landmark achievements highlighting its continued leadership in sustainability, such as:
In March, Smurfit Kappa became the first FTSE 100 company to be awarded 5 stars by “Support the Goals” in recognition of the Group’s support of the United Nations Sustainable Development Goals
In September, the Group launched its Green Finance Framework which was accompanied by a very strong second party opinion with its product and circular business model being reported as a “significant contributor” to UN SDG 12 “Responsible consumption and production”
In September, Smurfit Kappa launched its inaugural green bond which was over-subscribed multiple times and secured the lowest ever coupon for a corporate issuer of its credit rating, along with strong participation from “dark green” investors
In December, Smurfit Kappa had its emissions reduction targets validated by the Science Based Target initiative (SBTi) as consistent with the objectives of the Paris Agreement, and well below 2°C. This validation is further evidence of its long-term ambition coupled with delivery today.
Tony Smurfit, Group CEO, said: “This report highlights our continued leadership in sustainability, and how it extends from our products and manufacturing into the local communities in which we operate. Our circular business model helps us to address many of the challenges our stakeholders face. With continued focus on sustainability and through close collaboration with our value chain partners, Smurfit Kappa can deliver an even greater social, economic and environmental impact.”
Smurfit Kappa has published a significantly enhanced disclosure consistent with the Task Force on Climate-Related Financial Disclosures (TCFD) recommendations in its 2021 Annual Report, including a comprehensive top-down identification and process review of climate-related risks and opportunities and an evaluation of the potential impact on Smurfit Kappa assets from physical and transition risks under different climate scenarios.
Highlights from the 2021 SDR include:
Social projects received €4.9 million during 2021
Reduction of 41.3% in fossil fuel emission intensity since 2005, or 6% year-on-year
SBTi approval of its emission reduction targets in line with the Paris Agreement
Reduction in water consumption of 6.2% year-on-year
Decrease in waste to landfill intensity of 29.2% since 2013, or 7% year-on-year
As a leader in packaging, Smurfit Kappa continues to invest in sustainability to ensure continued delivery on its long-term goals. One such example from 2021 was an investment of €11.5 million into a multi-fuel boiler at Smurfit Kappa’s Zülpich paper mill which provides a more sustainable fuel source for generating steam and electricity. The investment will remove 55,000 tonnes of CO2 emissions from 2022 onwards, delivering a 25% reduction of CO2 emissions at the mill.
Commenting on the release of the report, Garrett Quinn, Chief Sustainability Officer at Smurfit Kappa, said: “Sustainability is at the heart of all we do and how we think across our business. The progress outlined in this report is testament to the dedication and commitment of everyone in our company, our increasingly circular business, the benefits of our investments and our end-to-end approach to sustainability. In Smurfit Kappa we focus on long-term ambition coupled with action and delivery today, which is evidenced throughout the 2021 SDR.”
Smurfit Kappa is a leader in the circular economy providing sustainable, renewable, recyclable and biodegradable paper-based packaging solutions for over 65,000 customers.
To read more about Smurfit Kappa’s sustainability targets and achievements, or to download a summary or the full version of the Sustainable Development Report please visit Smurfit Kappa’s website.

Goes green with the initiative of U-shape paper straw line at Sanand, Gujarat ~
~ New product line to address the challenge of restrictions on use of plastic straws
UFlex Limited, India's largest flexible packaging material solution and polymer science company, has announced its initiative to bring a sustainable change to its fold by setting up India's first U-shaped paper straw manufacturing line for its aseptic liquid packaging business. The manufacturing line is being set up at its existing aseptic liquid packaging plant in Sanand, Gujarat.
By becoming India’s first and world’s fastest-speed line U–shaped paper straw manufacturing company, UFlex through its aseptic liquid packaging brand Asepto continues its efforts to create a sustainable and clean environment. The paper straw manufacturing line will boast of fully automated Dutch technology, offering a production capacity of approximately 2.4 billion straws annually.
The sizes available in U-Shape paper straws will be 145mm and 165mm that will be attached to and utilized for portion packs for juices and other beverages. UFlex paper straws will be food grade, moisture-resistant and made from sustainably sourced papers, which are 100% recyclable.
On the launch of the new line, Ashwani Kumar Sharma, President & CEO, Aseptic Liquid Packaging Business, UFlex Ltd, said, "In the wake of prohibitions on use of single use plastic coming into force across the world, including Indian government upholding its decision to not exempt some plastic straws from the impending ban, this move by UFlex is not just significant but also timely. With the launch of U-shaped paper straws, we are ready to change the dynamics of the industry. We are constantly looking for strategic ways to improve the environmental performance of our products and create avenues for superior, convenient, and sustainable packaging. The line’s installation for ready-to-drink aseptic liquid packaging at our Sanand facility is a great example of our company's commitment toward creating better and safer products for our future generations.”
"After the successful installation and commissioning, we aim to attain 100 million straw production in the first month and raise it to 200 million in the next couple of months. We aim to produce 2.4 billion straws annually. The aesthetics and quality of the product are at par with global standards.” he further added.
UFlex-Asepto is importing the machinery and equipment from Tembo Paper B.V, which is the leading European company and next generation Dutch Technology, around the globe. On the announcement, Pierre Mousson, Managing Director, Tembo Paper B.V. commented, “We are delighted to be partnering with UFlex Asepto to put up India's first high-volume U-Shape paper straw line. With global restrictions on single-use plastics changing, a long-term solution is urgently required. By combining our significant knowledge and strengths, we are enthusiastic to work together to promote and execute sustainable solutions. In the long run, this cooperation would carve out a significant position in the Indian market for mutual business success.”
Ashok Chaturvedi, Chairman and Managing Director, UFlex Ltd. remarked, “Sustainability is one of the foundation pillars at UFlex, and we are witnessing that our aseptic liquid packaging industry is progressively moving towards more environment friendly initiatives. Therefore, our emphasis is strongly on ensuring long-term viability of the entire value chain. The paper straws have created a huge impact in the global markets, and we are expecting the Indian market to mirror similar sentiments. As a responsible packaging solutions corporation, we are committed to support our beverage customers globally, and fulfil consumer and regulatory needs by increasing the environmental performance of their packaging while reducing their carbon footprint. This is another step toward achieving our mega goal to go green.”
In FY2021, UFlex had earlier announced doubling of its aseptic liquid packaging capacity to 7bn packs per annum in Sanand and the project which is near completion is undergoing trial runs currently. The latest paper-straw line initiative by UFlex will catapult aseptic liquid packaging industry into a different league altogether and will go on to add yet another sustainable edge to UFlex’ business approach.
About Asepto
Asepto is the Liquid Packaging brand from the house of UFlex Limited. It is the first Indian manufacturer of aseptic liquid packaging material with a state-of-the-art facility in the industrial hub of Sanand in Gujarat. Its offering is designed to deliver user convenience, easy opening and optimal shelf life to products like juices, non-aerated alcoholic beverages and highly perishable liquid consumables like milk and other dairy products.
The facility is equipped with latest top of the line converting machines capable of manufacturing truly world class aseptic packs for its customers. For more details, click: https://www.asepto.com/
About UFlex
UFlex is India’s largest multinational flexible packaging materials & solutions company and a global polymer sciences corporation. Since its inception in 1985, UFlex has grown from strength-to-strength and has created a presence across all verticals of the packaging value chain – Flexible Packaging, Packaging Films, Aseptic Liquid Packaging, Holography, Printing Cylinders, Engineering and Chemicals.
With a 10,000+ strong multi-cultural workforce that works to develop innovative, value-added and sustainable packaging solutions, the company has earned an irreproachable reputation defining the contours of the ‘Packaging Industry’ in India and overseas, by providing end-to-end solutions to its clients in over 150 countries. Headquartered in Noida, UFlex enjoys a global reach with sophisticated manufacturing facilities in India, UAE, Mexico, Egypt, USA, Poland, Russia, Nigeria and Hungary.
A winner of various marquee global awards for its products’ excellence, innovation and sustainability, UFlex became the ‘first company in the world to recycle mix plastic waste’ earning it recognition at Davos Recycle Forum in 1995. For more details, click on: www.uflexltd.com

Bringing local production of Activ-Vial™, the world choice for blood glucose test strip protection, to diabetes patients in the China region
Aptar CSP Technologies, part of AptarGroup, Inc. and a leader in active material science solutions to ensure product protection, extend shelf life and improve patient experience, is launching its Activ-Vial system in China. Trusted by leading brands around the world, Activ-Vial will be produced at the company’s facility in Guangzhou, providing a best-in-class offering for the country’s growing diagnostics market, particularly for patients with diabetes conditions where blood glucose monitoring is a critical component of care.
By locally manufacturing Activ-Vial, Aptar CSP Technologies will bring production closer to the local customer, mitigating supply chain disruptions, and more importantly, providing an optimal solution to the local diabetes patient. The move is a key component of the company’s strategic effort to significantly expand its market presence in China.
“This latest investment in local production expansion reflects our continued commitment to serving the China market,” said Badre Hammond, VP Global Commercial Operations, Aptar CSP Technologies. “This initiative not only represents an investment in the markets and communities we serve, but allows us to leverage local supply chains, improving our cost structure and sustainability of operations.”
Aptar CSP Technologies’ Activ-Vial™ solution features the company’s proprietary 3-Phase Activ-Polymer™ platform technology fully integrated into the vial, creating a microclimate that protects against moisture and other environmental conditions that can impact diabetes test strip stability. Unlike traditional packaging options, this technology co-molds highly-engineered active particles into the vial, completely surrounding the product to scavenge moisture before it ever reaches the contents inside. Additionally, the company’s patented “close in the mold” technology ensures a moisture-tight seal that maintains its integrity throughout shelf life and patient use life to deliver greater product stability.
cGMP produced Activ-Vial™ products are now available on site in Guangzhou for stability testing and readiness for commercial launch. Please contact the local Area Sales Manager, Steven Zhang at +86 152 956 04872 or steven.zhang@aptar.com for sales inquiries.
About Aptar CSP Technologies
Aptar CSP Technologies is part of AptarGroup, Inc., a global leader in the design and manufacturing of a broad range of drug delivery, consumer product dispensing and active material science solutions. Aptar CSP Technologies leverages its active material science expertise to transform ideas into market opportunities, accelerate and de-risks the product development process, and provide complete solutions that improve consumers’ and patients’ lives. The company offers a complete set of services from concept ideation, to design and engineering, to product development, global production, quality control, and regulatory support that results in expedited speed-to-market. For more information, please visit www.csptechnologies.com and www.aptar.com.

With the versatile Pure-Line portfolio, based on either PP or PE, SÜDPACK and SN German Pouch-Pack Technology are coming together at Anuga FoodTec 2022 in Cologne to present a solution that is both innovative and sustainable for the packaging of a broad variety of products in bags. The fully recyclable packaging concept by SÜDPACK will be on display on the rotary form, fill and seal machine FME 50 in hall 8.1 at stand B-049 of SN German Pouch-Pack Technology.
SÜDPACK has further expanded its tried and tested Pure-Line product family, which reflects the spirit of the times – and especially that of the visitors to the trade fair. Here too, in the filling & packaging segment at this year’s leading global trade fair for the food and beverage industry, the focus is on automated, cost-effective solutions that also go easy on resources and the environment while ensuring maximum product quality.
In addition to recyclable mono-materials based on PP, the SÜDPACK portfolio now also includes solutions made of PE. Both film structures offer the properties that are necessary for efficient and safe packaging, particularly of food products in doypacks. The spectrum of applications ranges from grated cheese to air-dried sausages and jerky, to nuts and snacks and right through to coffee, tea, herbs and grains. Depending on the products to be packaged, the high-performance films can be equipped with different barrier properties. Based on what is needed, the doypacks can be aroma proof and provide optimal protection against moisture, UV radiation or oxygen.
An additional advantage is the excellent machinability of the materials due to their broad sealing range, which results in a high level of process and packaging safety. At the same time, the formation of a sealing layer ensures the simple and efficient in-line application of common zipper systems, which are already available on the market as a PP-based product for flat bags and doypacks.
Last but not least, the Flow Pack Pure-Line can also be printed using SÜDPACK’s newly developed and pioneering SPQ printing technology, which is setting standards in flexo printing with its low carbon footprint and was honored with the German Packaging Award in gold in 2021.
Flexible and user-friendly HFFS bag packaging machines
The innovative and particularly sustainable film concept by SÜDPACK will be presented in Cologne on the SN horizontally operating bag packaging machine FME 50. The latest innovation by SN German Pouch-Pack Technology is an affordable, flexible and compact bag packaging machine for forming, filling and sealing three and four side sealed bags and doypacks. Using specifically designed dosing devices, the bags are filled with products of varied consistency and sealed. Without any difficulties or loss in speed or quality, modern recyclable materials such as PurePP or PurePE can be processed with an output of up to 100 cycles per minute.
The energy-efficient FME 50 impresses with its reliable SN technology and provides quick and easy access to the world of flexible bag packaging. It is designed to be a simple and efficient plug & play machine and is very easy to operate. The central gripper adjustment on the rotary table and the optimized height adjustment of the folding wedge contribute to a reduction of format changeover times, which greatly simplifies the operation of the machine.
A solution “on the cutting edge”
Both partners are expecting a great deal of interest among visitors at Anuga FoodTec from all industrial fields because the trend towards particularly resource-conserving, recyclable materials will continue. SÜDPACK is currently faced with increased demand, especially from brand manufacturers: “As a market and technology leader in our industry, we aligned our product and performance portfolio early on to meet the new requirements in the market – and have already demonstrated our expertise in much noted pilot and development projects. We are now in a position to offer our customers solutions that are pioneering in terms of material efficiency, recyclability, renewable raw materials and circular economy,” explained Holger Hoss, who as Product Manager is responsible for the flow pack solutions at SÜDPACK.
“The FME 50 allows us to combine customer needs, such as very short delivery times, ease of operation and a high level of quality, with low acquisition costs, and this is very much reflected by the popularity of the model. The fields of application are primarily dry food products, such as bulky goods, powder and granules, but also non-food products and lotions,” added Felix Eberhardi, Marketing Manager at SN German Pouch-Pack Technology.
About SÜDPACK
SÜDPACK is a leading manufacturer of high-tech films and packaging materials for the food, non-food, and medical product industries. The solutions ensure maximum product protection as well as additional pioneering features with minimum material input.
The family business, which was founded by Alfred Remmele in 1964, is headquartered in Ochsenhausen. The production sites in Germany, France, Poland, Switzerland, the Netherlands and the USA are equipped with the latest plant technology and manufacture to the highest standards, including the capacity to operate under clean room conditions. The worldwide sales and service network ensures a high degree of proximity to the customer and comprehensive application technology support in more than 70 countries.
With its state-of-the-art Development and Application Center at its headquarters in Ochsenhausen, the innovation-oriented company offers its customers an optimal platform for carrying out application tests and for developing individual and tailor-made solutions.
SÜDPACK is committed to sustainable development and fulfills its responsibility as an employer and towards society, the environment, and its customers by developing packaging solutions that are unparalleled in their efficiency and sustainability.
About SN German Pouch-Pack Technology
SN German Pouch-Pack Technology produces custom-made, horizontally operating form, fill and seal machines (HFFS) as well as fill and seal machines (HFS) for nearly all bag forms and a machine output of up to 540 bags/minute. At the company site in Wipperfuerth near Cologne, up to 300 employees develop customized packaging machines for the food, beverage, pet food and seed industries as well as for household, cosmetic and pharmaceutical products. SN is valued internationally by both large corporations and SMEs for the quality of its products and can be found in nearly all renowned establishments.

Tower Cold Chain’s commitment to driving sustainability in pharmaceutical logistics – through its reusable temperature-controlled containers and reliable global network of hubs – has been recognised with a prestigious award.
The company was voted Best Supplier of the Year – Packaging and Environment at the Asia Pacific Bioprocessing Excellence Awards 2022. The award, open only to companies with a notable presence in the Asia Pacific region, is judged by a combination of peer voting and a selection panel compromising key opinion leaders from across the industry.
Tower’s win acknowledges its efforts to minimise waste in the transport of pharmaceuticals, life-science, and biotech products, through the use of reusable passive containers. With a robust, reusable, reliable container design capable of maintaining thermal protection for up to 120 hours, Tower’s solution offers sustainability advantages over single-use containers, or active solutions which require power.
Containers are supplied via Tower’s global network of hubs, ensuring that solutions can be delivered locally within 24 hours of order, to minimise unnecessary movement. Tower currently operates from four locations in the Asia Pacific region, in China, India, Singapore and Australia.
“The Asia Pacific Bioprocessing Excellence Awards are a proven barometer of the latest advances and best practices in manufacturing,” said Robert Paterson, Regional Commercial Manager – Asia Pacific.
“We’re delighted to be recognised for the value we bring to the cold chain, and to be voted a winner alongside so many of our partners amongst pharmaceutical manufacturers, airlines and 3PL providers.”
The award was announced at a ceremony coinciding with the Annual Biologics Manufacturing Asia 2022 and 6th Annual Biologistics World Asia 2022 events held on 29th – 31st March 2022.
For more information, visit the Tower Cold Chain website.
Ends
About Tower
www.towercoldchain.com
Tower delivers proven physical and temperature protection for pharmaceutical and life science products and our robust, reliable and reusable containers are the essential link in the stability of the cold chain.
Headquartered in the UK, we operate a global network ensuring availability and easy access to our products for all customers.
We are trusted by global pharmaceutical, logistics and airline companies and our experienced team, supported by a centralised quality-management system, reinforces customer confidence that our shipping facilities will meet requirements throughout the supply chain. Our patented design technology ensures our solutions meet the pharmaceutical industry performance standard, providing a minimum of 120 hours temperature compliance in any environment, anywhere in the world.
We work closely with our customers, realising their requirements and how we can address emerging needs. and to deliver customer-focused innovation in temperature controlled protection.

Mondi Paper Bags has acquired the paper bag converting lines from Lafarge Cement Egypt, part of Holcim Group.
Mondi's paper bag production volume in Egypt will increase by around 150-180 million bags annually.
New long-term supply agreement means Mondi will become a key supplier of paper bags to Lafarge Cement Egypt.
Mondi Paper Bags, part of Mondi Group, a leading global packaging and paper manufacturer, has acquired the paper bag converting lines from National Bag and Egypt Sack, two subsidiaries of Lafarge Cement Egypt, a major cement producer in the country. The acquired production lines will increase Mondi’s capacity by around 150-180 million bags annually and strengthen Mondi's position in the Egyptian paper bag market.
Mondi Paper Bags already operates two plants in Egypt and with this acquisition will become a key supplier of paper bags to Lafarge Cement Egypt.
“Lafarge Cement Egypt is part of leading global building material company Holcim Group who has been a key global customer of Mondi Paper Bags for years. We are excited to have signed a long-term supply agreement with Lafarge Cement Egypt and to servicing them locally in Egypt. The collaboration will offer Lafarge access to our latest innovations, industry expertise, strong plant network and customer service. Thanks to Mondi’s vertical integration, Lafarge will further benefit from our high quality kraft paper,” said Claudio Fedalto, Chief Operating Officer of Mondi Paper Bags.
“We are pleased to now expand Holcim's and Mondi's global and long-standing cooperation also to Egypt and are looking forward to jointly serving the building industry in the region,” said Solomon Baumgartner Aviles, CEO, Lafarge Cement Egypt.
Notes for editors
National Bag Company and Egypt Sack are both subsidiaries of Lafarge Cement Egypt, part of leading global building material company Holcim Group.
Mondi Paper Bags in Egypt consists of Suez Bag and Mondi Cairo. Plant photos are set out below.
About Mondi
Mondi is a global leader in packaging and paper, contributing to a better world by making innovative packaging and paper solutions that are sustainable by design. Our business is integrated across the value chain – from managing forests and producing pulp, paper and plastic films, to developing and manufacturing effective industrial and consumer packaging solutions. Sustainability is at the centre of our strategy and intrinsic in the way we do business. We lead the industry with our customer-centric approach, EcoSolutions, where we ask the right questions to find the most sustainable solution. In 2021, Mondi had revenues of €7.7 billion and underlying EBITDA of €1.5 billion.
Mondi has a premium listing on the London Stock Exchange (MNDI), and a secondary listing on the JSE Limited (MNP). Mondi is a FTSE 100 constituent, and has been included in the FTSE4Good Index Series since 2008 and the FTSE/JSE Responsible Investment Index Series since 2007.
About Mondi Paper Bags
Mondi Paper Bags is part of Mondi’s Business Unit Flexible Packaging, and a global player with capacity of around 6 billion bags, and the leading industrial paper bag producer in Europe. Thanks to our broad range of bag specifications, Mondi Paper Bags serves major industries including cement and building materials, chemicals, food, feed and seed and e-commerce. We offer a comprehensive portfolio of industrial bags not only optimised for high-speed filling lines, but also high-end solutions for chemical, hygiene and food contact, and innovative packaging solutions for the growing e-commerce and logistics market. The specialised bag filling equipment department Natro Tech is an additional service for our customers, as well as the in-house Bag Application Centre, where innovative packaging solutions are tested. Committed to producing products that are sustainable by design, we act globally with around 40 plants, and have an extensive operations, sales, and service network spanning five continents.

Mondi Paper Bags, part of Mondi Group, a leading global packaging and paper manufacturer, has acquired the paper bag converting lines from National Bag and Egypt Sack, two subsidiaries of Lafarge Cement Egypt, a major cement producer in the country. The acquired production lines will increase Mondi’s capacity by around 150-180 million bags annually and strengthen Mondi's position in the Egyptian paper bag market.
Mondi Paper Bags already operates two plants in Egypt and with this acquisition will become a key supplier of paper bags to Lafarge Cement Egypt.
Lafarge Cement Egypt is part of leading global building material company Holcim Group who has been a key global customer of Mondi Paper Bags for years. We are excited to have signed a long-term supply agreement with Lafarge Cement Egypt and to servicing them locally in Egypt. The collaboration will offer Lafarge access to our latest innovations, industry expertise, strong plant network and customer service. Thanks to Mondi’s vertical integration, Lafarge will further benefit from our high quality Kraft paper.
“We are pleased to now expand Holcim's and Mondi's global and long-standing cooperation also to Egypt and are looking forward to jointly serving the building industry in the region,” said Solomon Baumgartner Aviles, CEO, Lafarge Cement Egypt.



