


Eam-mosca expands product portfolio with...
US-based provider of strapping systems EAM-Mosca has announced the addition of Movitec rotary ring stretch wrapping m
US-based provider of strapping systems EAM-Mosca has announced the addition of Movitec rotary ring stretch wrapping m
Mettler-Toledo Product Inspection has launched the X2 Series of high-performing x-ray systems to help enhance product safety at an incredible price point for all food manufacturers. With two x-ray systems currently in the X2 Series, x-ray inspection is now accessible for all budgets, offering manufacturers software that is designed to last longer and perform better.
The creative design of the X2 Series helps enhance brand protection and product safety while also increasing product quality. Helping manufacturers to meet food safety compliance requirements, while also offering enhanced productivity, the X2 Series, delivers outstanding reliability with a smart industrial design.
The X2 Series helps prevent product recalls with outstanding contamination detection capabilities that go beyond detecting just metal. The x-ray inspection technology inspects a wide range of contaminants, including glass, metal, mineral stone, calcified bone, dense plastic and rubber compounds whilst simultaneously completing a number of quality control and integrity checks. The X2 Series offers significant benefits both in-line and at end-of-line inspection by using innovative technology all designed for optimum performance and output.
Intelligent Software
State-of-the-art ContamPlus™ software is an innovative inspection process which scans products for every kind of contaminant and not just the ones optimised during the initial automatic product set-up. The automatic set-up detects the most hard-to-find foreign bodies and rejects only the contaminated products, reducing production waste and protecting productivity. This is especially crucial for food manufacturers, where product integrity and completeness is key as missing information or products can lead to costly recalls and, sometimes dangerous, results.
ContamPlus™ facilitates new product set-up with just a few passes and without the need for complicated programming or extensive training. Product details are stored and easily recalled for smooth and fast product changeovers to help minimise downtime and boost productivity.
Smart Industrial Design
Every detail of the X2 Series technology is optimised to offer superior performance. At the heart of the design is a new product inspection chamber and a revolutionary modular mechanical design which allows full frontal access to all the most common operations. It offers a range of new features to improve operations such as product handling, cleaning and service routines. The X2 Series’ range of standard length and height configurations is complemented by bespoke designs to allow total customisation to meet exact customer needs.
Food manufacturers can significantly reduce cleaning output and maintenance routines as well as the need for complex operator training with the X2 Series’ front-opening hygienic design. Designed for efficient cleaning, the solution makes it easy for operators to perform regular maintenance routines. The conveyor belt can be removed swiftly and without tools by releasing the tension with the handle situated on the infeed roller. The lead-free, low friction curtains also allow smooth product transition through the machine, with the presence of curtains constantly monitored to help keep the operator safe.
The new multi-fit reject device option is suitable for most common applications, with other options available on request. With reliable rejection and due diligence of products, the design enhances brand protection and helps ensure all end products are the optimum quality when they reach the customer.
Compliance
With the X2 Series, manufacturers are easily able to comply with industry standards and regulations through ProdX™, a data management software, which provides full traceability through an audit trail and recorded image database. A review of contaminated products is also easily managed with the new stainless steel reject bin, which safely collects substandard products to avoid production line contamination, allowing manufacturers to review the product and its contamination.
Improved Total Cost of Ownership
The X2 Series combines superior industrial design with simplified cleaning routines. Its intuitive user interface and a highly reliable set of state-of-the-art subsystems such as the generator and detectors, help to improve Overall Equipment Effectiveness and lower Total Cost of Ownership. With extensive service solutions and a five-year generator warranty, manufacturers can feel confident in keeping their systems running at optimal capacity for longer periods of time.
Manufactured in Europe, the X2 Series consists of two models – the X12 and X32, both are available in multiple line configurations 800, 1300, 1800 and 2000 mm line lengths:
X12 High Performance X-ray System: This high performing single-lane x-ray inspection system comes as standard and is available at an incredible price point, featuring the HiGain detector, which generates sharper images to deliver outstanding contaminant detection.
X32 Advanced X-ray Solution: Offering enhanced sensitivity and product integrity performance, this x-ray inspection solution features the HiGain+ detector and is available in standard and custom configurations, with single or multi-lane capabilities.
“We are hoping to change the mindsets of all food manufacturers with our new X2 Series that they can now install a high-end x-ray inspection solution at an affordable price point for all,” said Mike Pipe, Head of Global Sales & Product Management, Mettler-Toledo Safeline X-ray. “By utilising global service hubs and reducing spare parts, we are confident we have created an innovative solution that is easy to install, environmentally more sustainable and suitable for any budget. With a current 14-day lead time, we can work with manufacturers to install one of our new X2 Series x-ray systems quickly and efficiently, helping them to increase product quality and protect their brand reputation”.
For more information on X12, click here or for more information on X32 click here.
About METTLER TOLEDO
METTLER TOLEDO is a global manufacturer of precision instruments and a service provider. The company ranks highly in a number of market segments and is a global market leader in many areas. METTLER TOLEDO is a large provider of weighing systems and analysis instruments for use in laboratories and in-line measurement within demanding industrial and food production processes.
The Product Inspection division of METTLER TOLEDO designs stand-alone and fully-integrated automated inspection technologies to help food, pharma, chemical and other non-food manufacturers boost productivity and improve product quality and safety. The division includes METTLER TOLEDO Safeline Limited, manufacturing metal detection solutions that automate essential processes and reduce recall risks. Safeline X-ray inspection designs x-ray technologies that go beyond contamination detection to help improve product quality and enhance brand protection. Garvens and Hi-Speed Checkweighing provide advanced precision weighing technologies to reduce costly overfills and improve production line efficiency. CI-Vision designs label inspection solutions to detect label defects, thereby reducing the risk of rework and product recalls. PCE Track & Trace solutions help pharmaceutical manufacturers to support compliance with innovative, automated and proven technology. For food manufacturers, data management software ProdX™ monitors all product inspection data in real-time to digitalize food safety compliance.
In summary, METTLER TOLEDO smart product inspection solutions help manufacturers to boost productivity and offer consistently high product quality and safety, thereby working to protect consumers, and the brand reputation of manufacturers as well as their products.

Initiatives include new medical tubing extrusion equipment,
and additional room for warehousing and assembly operations.
Wayne, PA – TekniPlex Healthcare, which utilizes advanced materials science expertise to help deliver better patient outcomes, has invested in new medical tubing extrusion lines along with downstream equipment as part of an expansion to its production facility in Cartago, Costa Rica. The multi-stage project will bolster manufacturing capacity and capabilities while adding approximately 40,000 square feet of combined assembly and warehousing space.
For the effort’s initial phase, the new medical tubing extrusion equipment will be installed in a cleanroom environment at the existing facility. Targeted to commence operation by the end of Q2, the continuous closed-loop feedback extrusion system will help drive tighter tolerances at high manufacturing speeds, allowing TekniPlex Healthcare to increase its medical tubing and profile capacity amid a growing medical device components market. The expansion also will help further improve TekniPlex Healthcare’s business continuity capabilities – often a key factor in strategic partner selection where dual validation is critical – by building upon existing medical tubing manufacturing operations in the United States, Mexico, Europe and China.
For TekniPlex Healthcare, the investment and expansion at its Cartago plant will build upon its ability to produce and deliver complex medical device assemblies that meet and exceed stringent requirements. Notably, the project will more than double TekniPlex Healthcare’s capacity for micro-extrusions, quad tubes, thermally bonded paratubing, and advanced multilayer coextrusions for complex drug delivery applications.
In recent years, Costa Rica has emerged as a notable medical device manufacturing hub.
“For years, our Costa Rica facility has exemplified the advanced materials science and processing capabilities for which TekniPlex Healthcare has become known worldwide,” said Chris Qualters, CEO for TekniPlex Healthcare. “The current investment and expansion project shows our commitment to continuing to advance our products and provide exemplary customer service supporting our mission of improving patient outcomes.”
The project also will provide some welcome additional elbow room, allowing TekniPlex Healthcare to move warehoused inventory from an off-site location to a newly constructed building adjacent to its current facility. This centralization will improve workflow, and pave the way for an additional planned expansion in the coming years. Part of this new space will be apportioned for expanded assembly capacity and capabilities, a nod to growing market demands for premium medical device components.
About TekniPlex Healthcare
TekniPlex Healthcare utilizes advanced materials science expertise and technologies to develop and deliver critical solutions for medical and diagnostic devices, drug delivery systems and healthcare packaging applications. With a global reach, the division’s deep understanding of the greater pharmaceuticals and medical landscape helps it produce exemplary barrier properties for drugs and precision medical devices for interventional and therapeutic procedures. TekniPlex Healthcare’s ever-evolving portfolio helps meet demands for high-leverage medicines and mission-critical healthcare products that benefit care providers and patients. For more information visit www.tekni-plex.com/healthcare.

The company will premiere trend-influenced cosmetics and novel scientific skincare including micro-needling patches, among other debuts.
Amsterdam, Netherlands – At PLMA’s “World of Private Label” International Trade Show held May 23-24 in Amsterdam, Orchard Custom Beauty, an Innovative Beauty Group (IBG) company, will debut an array of innovative products spanning several industry trends, including statement cosmetics and science-based skincare solutions. At booth 8.D07, the company will display its several new product launches, in addition to highlighting its broad spectrum of standard product solutions.
Orchard Custom Beauty will premiere new products highlighting three main themes: Express Yourself, Science Lab and Happy Home.
Express Yourself is a theme focused on making a statement and celebrating “festival season.” It includes products such as metallic eye pencils, biodegradable face glitter, fragranced and color changing nail polish products, hair tinsel, and face jewels.
Science Lab features scientific skincare for face, body, and hair using the latest technology. It includes a range of products such as micro-needling patches, blue light protection face mist, body deodorant, and hair treatment ampules.
Happy Home presents everyday life products in home fragrance and home care.
It includes Bonjour, a home fragrance product line intended to take consumers through a different, mood-matching sensory journey for each day of the week and Virgo, a home cleaning product line with 100% natural fragrance and 98% natural active ingredients.
About IBG
IBG (Innovative Beauty Group) is a leading global beauty solutions provider proudly serving some of the world’s most dynamic mass and prestige beauty brands. Comprised of Orchard Custom Beauty and FASTEN Packaging, IBG applies its industry expertise to support its customers with innovative and responsible custom and turnkey solutions that include design, sourcing, formula development, bespoke packaging and accessories for color cosmetics, skin care, personal care, home care, hair care, and gifts with purchase.
With a global team of beauty experts and a distinctly personal approach, IBG empowers all its clients – from established beauty brands to first-time private label retailers – with strategic partnerships that bring visions to life, and products seamlessly to market. The company has offices in Offices in Toronto, New York, Los Angeles, The Netherlands, Paris, Shanghai, Guanzhou, Shenzen, and Dongguan.
For more information, visit https://innovativebeautygroup.com/.

In the first quarter of 2023, the value added in the aluminum industry continued to fall. Metallurgical production has fallen by more than half, but processing is also significantly lower than in the previous year.
AD President Rob van Gils emphasised : “The aluminum industry in Germany is about to bleed dry. We have to prevent that, because aluminum is and will remain a transformation metal. Until inexpensive green energy is available across the board, we need a transformation or industrial electricity price at an internationally competitive level as quickly as possible. We welcome the fact that the debate has finally been launched. The previous proposals are a start. The aluminum-specific characteristics must definitely be included in the considerations.”
The production of raw aluminum fell by 12 percent in the first quarter - a good 783,000 tons were produced. The primary aluminum smelters recorded a decline for the sixth quarter in a row - at 48,400 tons, their production volume was 62 percent below the level before the energy crisis (Q1 2021).
The aluminum semi-finished products processing sector also posted a quite significant minus (-8 percent) in the first quarter with a good 610,000 tons. The decline among manufacturers of extruded products was greater at -13 percent to almost 142,000 tons than among producers of rolled products at -7 percent (around 469,000 tons). Van Gils continues: “The weak demand from important customer sectors, especially the construction industry and mechanical engineering, means that the capacity utilization of the plants in this country is lower. In addition, we are currently observing strong import pressure from countries where competitors are benefiting from significantly lower energy costs. We are in global competition and around 60 percent of the world's aluminum is already produced in China - with a CO 2 footprint that is three times higher than in Europe. In order to become more independent and at the same time more sustainable, we have to strengthen domestic production. This is the only way the Green Deal can succeed!”

By developing the new MULTIVAC Pouch Loader (MPL for short) for chamber belt machines, the company has created a semi-automatic solution, which significantly improves the filling of the film pouches and the loading into the packaging machine, when it comes to overall performance, efficiency, hygiene and ergonomics. Up to 40 percent reduction in personnel costs and a significant increase in efficiency can be achieved, when compared to manual loading - and all with maximum flexibility in terms of products and pack formats.
When packing products on chamber belt machines, the filling of the film pouches and the loading of the machine have often up to now been a bottleneck in the process. Thanks to the development of the MPL, which has been designed to meet the needs of all customers, MULTIVAC, the processing and packaging specialist, has set a new benchmark for the automated packing of products in film pouches.
The operating principle of the MPL is simple: one operator positions the products on the infeed conveyor of the machine. Two other people then load the products by pulling the film pouches over the loading conveyor, so that the product can be conveyed automatically from the conveyor into the film pouch. Then it is simply sufficient to turn the film pouch through 90 degrees, before it is placed on the machine conveyor and subsequently vacuum packed and sealed.
When compared with the manual procedure, which generally requires at least five people, only three operators are necessary with this semi-automatic solution. Although personnel costs can be reduced by up to 40 percent, the cycle output can still be fully utilised.
Another benefit is in the hygiene and ergonomics: When filling the film pouches, the operators no longer need to lift the products and place them awkwardly in the pouches. “Less contact with the product, therefore less risk of contamination,” says Korbinian Wiest, Product Manager for Chamber Belt Machines at MULTIVAC.
Thanks to its compact design, the MULTIVAC Pouch Loader, which can be individually configured, can be easily integrated into line solutions from MULTIVAC, with either the B 425, B 525 or B 625 chamber belt machines. “We can for the first time offer our customers a complete solution from one source for pouch applications on chamber belt machines, enabling us to remain true to our PEAQ promise. The MULTIVAC Pouch Loader stands for a simple and effortless packaging process with a high degree of efficiency, reliability, operating convenience and cost-effectiveness,” says Korbinian Wiest in summary. The dismantling of the various components can also be performed quickly and without tools.
The MPL can be combined with the MULTIVAC Pouch Rack (MPR for short), the compact pouch rack, which can take up to ten different stacks of various pouch sizes. Thanks to special pouch opening aids, the individual film pouches can be easily separated from the stack and removed from the rack.
And last but not least, this pouch solution boasts a high level of flexibility in its pouch sizes, since it can accommodate pouch lengths in a range of 200 to 800 mm, as well as pouch widths between 150 and 600 mm.
About MULTIVAC
Packaged expertise, innovative cutting-edge technology and strong brands under one roof: MULTIVAC offers complete solutions for the packaging and processing of food, medical and pharmaceutical prod-ucts, as well as industrial items – and as the technology leader, it con-tinues to set new benchmarks in the market. For more than 60 years the name MULTIVAC has stood for stability, strong values, innovation and future security, as well as quality and excellent service. Founded in 1961 in the Allgäu region of Germany, MULTIVAC is today a global solutions supplier, which supports small and medium-sized companies, as well as large corporate businesses, in designing their production processes to be efficient and resource-saving. The MULTIVAC Group's product port-folio comprises a wide range of packaging technology, automation so-lutions, labelling and marking equipment, inspection systems and pack-aging materials. The product range is complemented by practical and customised solutions for food processing - from slicers and portioning machines right up to bakery technology. All the packaging and pro-cessing solutions are individually matched to customer requirements in the company's own application and development facilities. Around 7,000 MULTIVAC staff in more than 80 subsidiaries worldwide ensure that the company remains close to its customers, as well as providing the maximum customer satisfaction - from the first project concept right through to after-sales service. Further information at: www.multivac.com

Made with 60% EU food-grade, post-consumer recycled content, Neopac’s latest sustainable tubes are company’s first PCR level Polyfoil® barrier tube offering.
Hoffmann Neopac, a global provider of high-quality packaging and dosing applications for pharma, beauty and oral care, launched its new Polyfoil® EcoPro mono-material double barrier tubes at Booth C22 of Luxe Pack NY, May 10-11. Ideal for personal care and cosmetic products, Neopac’s latest EcoDesign tubes contain up to 60% EU food-grade PCR material in its signature Polyfoil® barrier tube range.
Neopac’s Polyfoil® EcoPro tube is a high-performance packaging solution that combines functionality and eco-friendliness. It is fully recyclable in the high-density polyethylene (HDPE) stream and has received product approval from the EU’s discerning RecyClass sustainability verification organization, as well as a Suez Grade A rating. Comprising up to 60% PCR material, Neopac also incorporates product contact compliant PCR in the shoulder and cap.
The new Polyfoil® EcoPro tube comes in diameters ranging from 30-50 mm, capacities of 50-200 ml, and has a body wall thickness of 0.35mm, which represents a 30% reduction from the company’s standard Polyfoil® tubes. They can be decorated with a variety of methods including inline digital and offset printing – a versatility that helps make the tubes accessible to manufacturers with large volume cosmetics and personal care products, with variable designs incorporating different languages, product variants and limited offer promotions. They can be combined with HDPE flip-top caps or recycled polyethylene (rPE) screw caps.
The Polyfoil® EcoPro tube marks the latest launch in Neopac’s lengthy series of EcoDesign products. The debut followed several other bio-based tube launches including Neopac’s PaperX fiber-based Tube, drastically reduces both plastic materials use and overall carbon footprint; the Sugarcane Tube, made from renewable raw materials; and the PICEA™ Tube, comprised of 95% renewable material in the tube body and shoulder – including 9% of spruce wood from wood waste in sawmills.
“Our new Polyfoil® EcoPro tubes and the overall PCR portfolio expansion are a result of our continued commitment to developing sustainable packaging solutions that reduce environmental impact and support a circular economy,” said Keisha Broadway, Head Sales North America at Neopac. “We were excited to introduce the new series at Luxe Pack and demonstrate the innovative design and functionality to attendees.”
About Hoffmann Neopac
Hoffmann Neopac is a privately-owned company, headquartered in Thun, Switzerland. The group produces high-quality metal and plastic packaging in six locations: HOFFMANN tins in Thun and Holland; Polyfoil® and plastic tubes with NEOPAC in Switzerland, Hungary and the US; and 3D Neopac in India. Its longstanding customers include internationally active pharmaceutical, cosmetics and consumer goods manufacturers in the European, North American and Asian markets.
Neopac employs around 1,250 employees and has a capacity of 1.3 billion tubes. The company is dedicated to sustainability in both its manufacturing processes with renewable electricity and corporate culture, including a dedicated eco-conscious packaging portfolio. For more information, visit www.neopac.com.

Project includes installation of new and upgraded machinery to improve energy and production efficiency at Mondi Dynäs in Sweden
Investing in the future of the mill to meet customer demand for sustainable packaging solutions
Mondi, a global leader in sustainable packaging and paper, is upgrading its Dynäs pulp and paper mill in Sweden. The modernisation programme will increase efficiency and further improve the overall environmental performance of the mill, positioning it well to continue meeting customer demand for sustainable paper and paper-based packaging solutions.
The Dynäs mill produces high-quality sack and speciality kraft papers, used for a variety of paper-based packaging solutions for industrial and consumer industries, and is an important part of Mondi’s Flexible Packaging business. The project includes the installation and upgrade of machinery and equipment such as a new cooking plant and bark boiler, which will improve the mill's energy efficiency. Upgrades will also further reduce air and water emissions, and result in better wood utilisation at the mill.
The modernisation programme at Dynäs represents a significant investment in the future of this well-established mill. By producing sustainable sack and speciality kraft paper, we continue to contribute to our MAP2030 goals and meet customer demand with innovative solutions such as Advantage StretchWrap, an alternative to plastic film pallet wrapping, and Advantage MF EcoComp, used for high strength packaging like paper bags for wet organic household waste. The mill supplies paper across Europe and plays an important role in the local community.
Roman Senecky, COO Mondi Kraft Paper
The Swedish Land and Environmental Court (Mark-och Miljödomstolen) approved Mondi’s works application in March 2023. Construction is expected to be completed by the end of 2026.

Scheduled to commence operations in 2024, the 200,000-sq-ft plant
follows three major acquisitions in the specialty molded fiber solutions space,
and marks the company’s eighth such manufacturing facility.
TekniPlex Consumer Products, a globally integrated provider of innovative solutions through materials science and manufacturing technologies, is continuing its substantial push into the molded fiber solutions sector by announcing plans for a new manufacturing facility in Ohio. Planned to commence operations in early 2024, and with room for future expansion, the 200,000-square-foot dedicated specialty molded fiber solutions facility will further expand the company’s capacity and capabilities in this burgeoning, sustainability-minded niche, with a variety of products including high-performance egg cartons. This new technology allows for stronger, better-quality egg cartons to enhance egg protection.
For TekniPlex, the facility – its eighth in the specialty molded fiber sector alone – is the latest news amid a decisive molded fiber market push, one now comprising some $350 million in investments. The rise to molded fiber prominence has been both broad and rapid. In the span of just 14 months, TekniPlex acquired a trifecta of high-profile specialty molded fiber solutions players: Keyes Packaging Group of Wenatchee, WA; Fibro Corporation of Tacoma, WA; and most recently, EMATEC, which has five fiber manufacturing plants across Mexico.
“The new facility will combine TekniPlex’s fiber capabilities with technology platforms obtained through our recent strategic acquisitions,” said Eldon Schaffer, CEO of TekniPlex Consumer Products. Molded fiber is a renewable bio-based material derived from 100% natural, typically recycled paper and cardboard fibers, making it highly attractive to brands seeking to expand their bio-based packaging offerings. TekniPlex Consumer Products’ growth in this area exemplifies our materials diverse mindset, including capabilities to provide fresh foods companies with a broad range of packing and packaging solutions to help stand out in supermarket perimeters.”
“We are excited to continue to bring new technology with our specialty molded fiber solutions expansion including our high-performance egg carton, which provides superior egg protection to our customers, reducing food waste and cost,” said Jay Arnold, Vice President & General Manager, Fiber business.
The forthcoming Ohio plant signifies TekniPlex’s intentions to continue expanding its portfolio not only in specialty molded fiber but also sustainability-minded materials – especially those comprising significant amounts of post-consumer recycled (PCR) content, or composed of more recyclable resins like PET. Recently, the company exponentially expanded its GeoPack product family, which addresses various combinations of materials science sustainability’s “4 Rs” – reduce, recycle, reuse, and renew – including biodegradable or compostable materials, post-consumer recycled content, recyclability, renewable substrates, and legislation compliance.
About TekniPlex Consumer Products
TekniPlex Consumer Products specializes in advanced materials science solutions for companies in the food & beverage and CPG industries with a focus on protecting products, strengthening brands, and innovating sustainably. TekniPlex Consumer Products serves companies around the world in sectors including beauty and personal care, household items, and food and beverage.
With an expanding selection of material-diverse solutions – bolstered in recent years, by a series of strategic acquisitions – TekniPlex Consumer Products is leading the way creating next-generation packaging designs that address real-world challenges in the markets it serves. Most notably, the company is focused on developing more sustainable solutions that continue to provide product safety and consumer satisfaction. For more information, visit www.tekni-plex.com/consumer

Amcor (NYSE:AMCR, ASX:AMC), a global leader in developing and producing responsible packaging solutions, today announced that it has signed a definitive agreement to acquire Moda Systems, a leading manufacturer of state-of-the-art, automated protein packaging machines.
Based in New Zealand, privately-held Moda Systems designs, assembles, and supports innovative, high-performance modular vacuum packaging solutions for the meat, poultry, and dairy industries. The acquisition will complement Amcor’s existing strength in film, positioning the company to offer an end-to-end packaging solution that encompasses primary packaging, equipment, on-site technical service, and parts.
“This acquisition will enable Amcor to offer an exciting new option and choice in automated protein packaging, making us the only flexible packaging manufacturer to own a high-speed, rotary equipment solution for fresh meat,” said Amcor Flexibles North America (AFNA) President Fred Stephan. “Combined with our best-in-class film portfolio, we see great strategic value in adding Moda’s automation technology, and technical expertise and services, for a range of customizable format solutions beyond a standard shrink bag. This transaction will enable Amcor to further enhance our winning value proposition for our global protein processing customers.”
Moda’s rotary vacuum system improves operational efficiencies for protein producers, enabling them to optimize labor, improve safety, and reduce waste. The system is designed for ease of use in connecting, operating, maintaining, and cleaning and improves throughput and quality. Combined with Amcor’s portfolio of meat, poultry, seafood, and cheese shrink packaging options, this new solution is expected to further enhance the value Amcor delivers to protein producers.
"We’re delighted to join forces with Amcor, an industry leader that shares our commitment to innovation and customer service and support,” said Moda Systems Founder and CEO Richard Newcombe. “Together, we will deliver innovative expertise at scale, with a mutual dedication to outperformance. Our complementary capabilities will accelerate Moda’s founding mission to offer the most advanced vacuum packaging solutions for our customers.”
The acquisition is subject to customary closing conditions and is expected to be completed in the June 2023 quarter.
About Amcor
Amcor is a global leader in developing and producing responsible packaging solutions for food, beverage, pharmaceutical, medical, home and personal care, and other products. Amcor works with leading companies around the world to protect their products and the people who rely on them, differentiate brands, and improve supply chains through a range of flexible and rigid packaging, specialty cartons, closures, and services. The company is focused on making packaging that is increasingly lighter weight, recyclable and reusable, and made using an increasing amount of recycled content. In fiscal year 2022, 44,000 Amcor people generated $15 billion in annual sales from operations that span 220 locations in 43 countries. NYSE: AMCR; ASX: AMC
UNITED CAPS, an international manufacturer of caps and closures, today reported that it will be highlighting the award-winning Bump Cap at the upcoming interpack show, scheduled for 4 to 10 May in Düsseldorf. UNITED CAPS will be located in Hall 10, Stand D67 at the show. Formerly known as Mimica Touch, it has been renamed as the more descriptive Bump Cap to make it easier to remember and more user-friendly. Early consumer trials have reflected the ability of this cap to reduce food waste, and UNITED CAPS will be sharing new data at the show.
The Bump Cap is an innovative closure that consists of the following elements: a base cap, an over cap and a bump tray, all manufactured by UNITED CAPS; an activator and gel from Mimica; and a smooth top foil label that starts to feel bumpy when the contained drink is no longer good to consume. The Bump Cap arrives at the filling line in two parts: The base cap, which has been tested by key filling line manufacturers, requiring only minimal changes to filling lines, and the over cap, which by then has the bump tray, gel & activator inside, and is applied after the filling process by a dedicated machine, integrated into the production flow like other modules such as labelling or film wrapping. The top cap, where the bumps will be felt, is dormant until it is automatically activated by consumers when the cap is twisted open for the first time. When the cap feels smooth, it is an indicator that the drink is still fresh; when it starts to feel bumpy, consumers will easily recognise it’s time to stop drinking.
“We have seen a strong and positive reaction to the Bump Cap across the market,” said CEO Benoit Henckes. “It has game-changing potential to substantially reduce food waste around the globe as well as to ensure greater food safety. It also aligns with UNITED CAPS’ focus on sustainable solutions for caps and closures.”
Award-Winning Innovation
Bump Cap consumer trials were carried out on orange juice. Trials were funded by EIT Food, an arm of the EU, dedicated to accelerating innovation to build a future-fit food system that produces healthy and sustainable food for all. The results achieved helped the Bump Cap be selected as one of the winners of the EIT Food Marketed Innovation Prize. The study results and the award increased the credibility of the Bump Cap, improving its position in the FoodTech500 ranking by Forward Fooding from #93 to #46, an impressive improvement.
Study Results
Bottles of orange juice equipped with the Bump Cap were sent to 33 households. Eighty-four (84) percent of respondents indicated they believed food expiry dates are too short, resulting in this unnecessary food waste. And the study showed that ninety-seven (97) percent of households were able to use the orange juice for longer than the current expiry guidance, with 28% gaining an extra five days, and 14% gaining six additional days. The Bump Cap gave participants reassurance of the freshness of the juice, allowing them to enjoy it longer. The average additional days the participants were able to enjoy the juice was three days. Sixty-seven (67) percent of first-time users indicated that it would save them money, and 85% indicated it helped them avoid unnecessary food waste.
“We are looking forward to working with our customers to make the Bump Cap more widely available,” Henckes added, “and we hope being able to demonstrate it at interpack will help us accelerate that process. Food waste is a huge problem worldwide, and we have a solution that can help mitigate it.”
UNITED CAPS will be showing the Bump Cap at interpack, scheduled for 4 through 10 May in Düsseldorf. UNITED CAPS will be located in Hall 10, Stand D67 at the show. Visitors to the stand will see this amazingly innovative product in action and learn how it aligns with UNITED CAPS’ dedication to bringing more sustainable, innovative packaging to market, as well as how it can help brands and converters alike participate in a global effort to reduce food waste.
For more information about products and services from UNITED CAPS, please visit www.unitedcaps.com. For more specific information about the Bump Cap, please visit www.mimicalab.com.

GEA's food processing & packaging range is one of the most comprehensive on the market. At Interpack, the world's leading trade fair for packaging technology and related processes in the food industry in Düsseldorf, the plant manufacturer will be presenting part of its new portfolio program to the general public for the first time on a 25-meter-long production line for portion-precise slicing and loading into the thermoformer.
Following Interpack, the new line concepts and the technological competence and expertise of the entire Slicing & Packaging business unit will henceforth be available to customers for extensive product testing in the newly opened Technology Center at the production site in Biedenkopf-Wallau.
The new modularity concept – the perfect symbiosis of high-tech machines, automation and digitization
GEA's aspiration for forward-looking line concepts is to ensure maximum plant effectiveness (OEE = Overall Equipment Effectiveness) through the best possible interaction of all line components. "Our systems are designed for the smallest possible footprints. This focus allows us to ensure more capacity per square meter with our future solutions, thereby minimizing energy consumption per production area. A consistent modularity concept, which runs through the complete and innovative automation program, allows us to design individual solutions according to exact customer requirements," explains Steffen Bamberger, Head of Product Management Automation at GEA.
The exhibited slicing and packaging line for sausage and cheese displays many new technology highlights. In the area of belt loading systems, the new OptiLoader family is being presented to the market for the first time. The OptiLoader stands for the best possible line integration and has the highest degree of modularity to ensure maximum output quantities while at the same time minimizing the footprint of a complete GEA slicer line.
GEA's new robotics solution GEA OptiRobot 6000 is in demand when it comes to the highest degree of automation combined with super-low labor costs and ample flexibility. The new robot enables differently shaped portions (stacked, shingled, overlapped, etc.) to be loaded into a packaging machine with any kind of laying pattern fully automatically.
Another world premiere is the unveiling of GEA OptiBuffer. To ensure high line efficiency, it is imperative to avoid waiting times caused by components. In a slicing line, the reloading times of the slicer cause gaps in the product flow. However, a robot should run smoothly and continuously. "GEA solves this problem with a newly integrated, dynamic, and intelligent high-performance buffering system, with the help of which picking capacities of a robot system are effectively and exclusively used for inserting good portions into a packaging machine. This is currently unique on the market," explains Steffen Bamberger.
The presentation of the new automation program at Interpack is rounded off by the innovative GEA PowerSort 6000 separating and sorting system, which can be configured exactly to customer requirements from the same modular system.
More sustainable packaging solutions
Sustainability is one of the most important issues in the packaging market today, and one that all companies in the value chain must address. At Interpack, GEA will showcase the GEA Thermoformer, PowerPak PLUS, the new zone heating system GEA PowerHeat for energy-efficient processing of monomaterials which enables energy savings of 25-30 percent. With the new evacuation and gassing system GEA PowerJet, protective gas can be introduced into the packaging more uniformly by means of longitudinal nozzles, and the residual oxygen content minimized, which effectively counteracts product spoilage.
GEA accelerates the digitization process of its customers
Digitization and automation are decisive factors for more sustainable and energy-saving production. GEA is strongly focused on increasing customer value by increasing the transparency and efficiency of its equipment. For this purpose, the company is expanding the number of machines for which the new GEA SmartControl HMI operating panel, as well as PerformancePlus digital services and the GEA Machine Data Interface (OPC UA) are available. GEA SmartControl HMI (Human Machine Interface) has been developed with a consistent user-centric approach that ensures maximum ease of use, transparency and safety. GEA PerformancePlus provides key indicators and analysis of the machine’s health to ensure high performance throughout its lifetime. GEA Machine Data Interface (OPC UA) allows customers to connect their machines easily and efficiently to internal control or monitoring systems and thus drive Industry 4.0 forward in real terms.
About GEA
GEA is one of the world's largest suppliers of systems and components to the food, beverage, and pharmaceutical industries. The international technology¬ group, founded in 1881, focuses on machinery and plants, as well as advanced process technology, components, and comprehensive services. With more than 18,000 employees working across five divisions and 62 countries, the group generated revenues of more than EUR 5.1 billion in fiscal year 2022. GEA plants, processes, components, and services enhance the efficiency and sustainability of production processes across the globe. They contribute significantly to the reduction of CO2 emissions, plastic usage, and food waste. In doing so, GEA makes a key contribution toward a sustainable future, in line with the company’s purpose: "Engineering for a better world".
GEA is listed in the German MDAX and the STOXX® Europe 600 Index and is also among the companies comprising the DAX 50 ESG and MSCI Global Sustainability and the Dow Jones Sustainability Europe Indices.
More information can be found online at gea.com.
During the press conference at this year’s interpack, MULTIVAC’s Group Presidents Christian Traumann (CEO) and Dr. Tobias Richter (CSO) reflected on a successful 2022 in spite of all the uncertainties. According to the motto “Multiply Your Value”, the MULTIVAC Group is showcasing its many innovative processing and packaging solutions as well as its state-of-the-art digital services, all of which offer customers significant added value – with more efficiency, more automation, more digitalization and more sustainability.
MULTIVAC Group umbrella brand merges all areas of expertise
The MULTIVAC Group is presenting its new corporate design for the first time at the interpack. It was developed with the objective of bringing together MULTIVAC with FRITISCH and TVI, which have been part of the group for several years, under the MULTIVAC Group umbrella brand. “MULTIVAC is a group of individual companies and specialized business units. As a strong and reliable partner, we offer our customers comprehensive consulting expertise in their various industries,” explained Dr. Tobias Richter. “Our processing and packaging solutions – all from a single source – ensure exceptional operating and process reliability as well as the best possible performance. By combining the wide-ranging technical and application knowledge of the different industries, as well as MULTIVAC’s portfolio and engineering know-how, we succeed in creating tangible added value for our customers – especially when it comes to fully integrated production lines. With a shared presence under a single umbrella brand, we now aim to bring this more to the foreground than in the past.”
Change in the Management Board: The new top four
Following the departure of Guido Spix at the end of 2022, three new Group Presidents from within the company – Bernd Höpner (CTO),
Dr. Christian Lau (COO) and Dr. Tobias Richter (CSO) – were appointed on January 1, 2023. “As the new CEO and Spokesperson for the Management Board, I am very happy that three highly experienced colleagues have taken on these responsibilities. We are maintaining solid continuity with our customers and business partners in view of ensuring the ongoing successful development of our business,” said Christian Traumann.
MULTIVAC continues to grow
In spite of all the economic challenges resulting from the outbreak of the pandemic and the war in Ukraine, the MULTIVAC Group succeeded in increasing its sales to around 1.5 billion euros in 2022, representing an increase of 8.7 percent. The number of employees increased to some 7,000 worldwide. “We entered 2023 with a good volume of orders,” Christian Traumann commented. “In view of rising energy, raw material prices and inflation, however, our customers’ willingness to invest in Germany and Europe is cautious. To counteract a tightening order in-take, we continue to focus on our wide-ranging product portfolio with extremely innovative solutions, which is being continuously expanded – as well as our global sales and service network, which ensures proximity to our customers. Together, they offer real added value to our custom-ers, for example by ensuring quick response times, on-site consulting and preventive maintenance support. They represent a cornerstone for stable business development.”
“Multiply Your Value” on four exhibition areas
As a holistic solutions provider, the MULTIVAC Group is presenting its comprehensive portfolio for the food industry as well as for the medical goods and pharmaceutical industries – on a total of four exhibition areas at the trade fair. “With several fully automated packaging lines, we are demonstrating our far-reaching automation expertise. Here, our MULTIVAC Line Control (MLC) system enables the efficient, centralized operation of our processing and packaging lines,” explained Dr. Tobias Richter. “We are also focusing on our extensive portfolio of semi-automatic and automatic packaging solutions for small and medium-sized processors at this year’s show. Moreover, we are presenting various concepts for the production of sustainable packaging solutions as well as solutions for the digitalization of processes and business models. For example, with our digital MULTIVAC Smart Services, we offer our customers a wide range of applications that can be used to significantly increase machine availability, performance, quality and, of course, efficiency.”
Product innovations: SLX 2000, TX 6xx, W 500 & W 510
“The product innovations we are presenting at the show include the high-performance SLX 2000 slicer, which sets an all-new benchmark, and the TX 6 series, a new compact class of TX traysealers whose small footprint specifically helps boost performance in confined spaces. We are also presenting the W 500 and W 510, our new flowpackers, which excel with maximum productivity, flexibility, and packaging and process reliability."
Turning to the key topics of digitalization and sustainability, which are in the spotlight at the interpack, Christian Traumann concluded, “Digitalization creates potential, and not only for new business models that increase transparency and process reliability. Digitalization also serves as an enabler for intelligent and sustainable production. The mechanical engineering sector can leverage its technologies to provide answers to many of today’s issues, for example in terms of sustainability. As a technology leader, the MULTIVAC Group is committed to shaping the future. This is why we are involved in key industry initiatives such as R-Cycle or the Open Industry 4.0 Alliance. The technological openness practiced in these alliances offers outstanding innovation potential, from which our customers also greatly benefit.”
[5,786 characters including spaces]
About MULTIVAC
Packaged expertise, innovative cutting-edge technology and strong brands under one roof: MULTIVAC offers complete solutions for the packaging and processing of food, medical and pharmaceutical prod-ucts, as well as industrial items – and as the technology leader, it con-tinues to set

Siegwerk, one of the leading global providers of printing inks and coatings for packaging applications and labels, has received an honorable mention in the Flexographic Technical Association (FTA) sustainability excellence awards. The awards are given to companies who demonstrate a commitment to and pursuit of sustainable package printing. Siegwerk entered its light block technology for consideration, as part of its commitment to providing a commercially viable printable-tunable light barrier solution that possesses all needed functional properties and is recyclable to provide a more sustainable and eco-friendly environment.
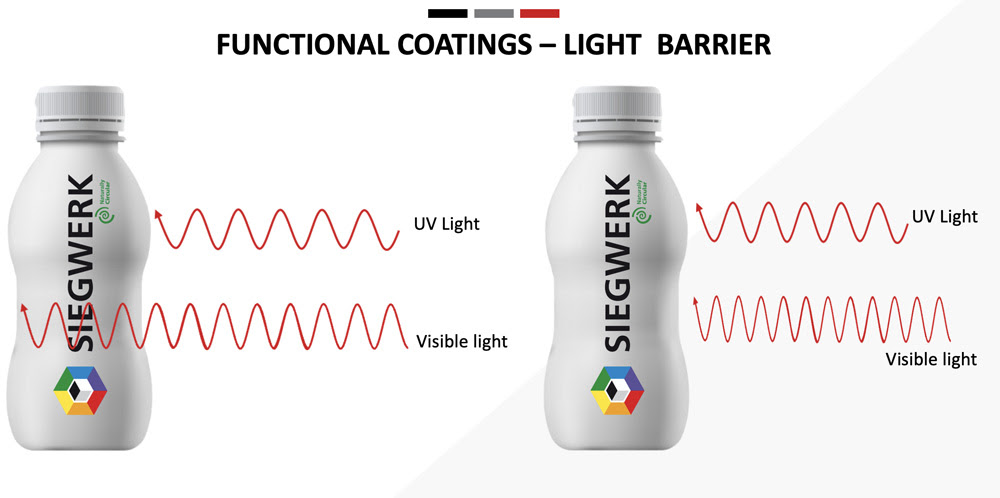
Using printable-tunable light barrier coatings, Siegwerk’s technology eliminates hard-to-recycle (white/colored) plastics to shift to clear sustainable alternatives, without compromising on light barrier performance. Currently, the technology on the market which is designed to block and light and thus preserve the shelf life of a range of goods from foods to cosmetics has the drawback of making the packaging more difficult to recycle. Siegwerk’s light barrier technology eliminates this problem, increasing recyclability and allowing recyclers to increase reclaiming rates for recyclable plastic, without sacrificing packaging performance.
In addition, printable-tunable light barrier coatings can be tailored to work with existing recycling streams, such as floatable (stay-on label inks), washable inks (deinkable shrink sleeves), and mono- material films (MDO-PE). This innovative light barrier coating solution can be tuned to block (up to 99.8%) light in the wavelength range of 200 nm - 900 nm.
|
“Light sensitive products need protection from UV and visible light. Today the light block packaging solutions offered in the market are not recycle-friendly. Siegwerk's patent pending light barrier solution changes all of that by providing brands with a printable coating that can be tuned to achieve minimal light block sensitivity all the way across the light spectrum to full coverage in the highest wavelengths. No added equipment or process change is needed. Moving from colored or opaque containers to clear recycle-friendly containers has never been easier,“ said Zack Meister, Global Business Development Manager, Flexible Packaging at Siegwerk. |
|
|
|
|
|
About Siegwerk |
Company will also give presentation on using active material science solutions
to optimize probiotic formulations for overall cost savings.
Aptar CSP Technologies, part of AptarGroup, Inc. and a leader in active material science solutions to ensure product protection, extend shelf life and improve patient experiences, will preview two new technology innovations for the probiotics market at VitaFoods Europe, Booth J60, May 9-11 in Geneva, Switzerland.
Leveraging over 20 years of active material science expertise and building on its reputation as the go-to solution for probiotic protection, Aptar CSP’s latest innovations focus on stability solutions for powder-based and oil-based probiotics.
Avanti is a novel technology to address the probiotic mixology market, integrating Aptar CSP’s proprietary Activ-Polymer™ platform technology as an internal molded part inside a bottle cap containing dry powder probiotics. The cap separates the powder from the water until the user activates the cap with a push to disperse the powder into a traditional water bottle (Figure 1). The active material molded into the cap protects the probiotic powder against moisture and other environmental conditions that can impact potency and shelf life.
For oil-based probiotics, Aptar CSP will preview its NEO technology, a first of its kind material science solution that is fully submerged in oil to create a customized microclimate to adsorb latent moisture. This innovation builds on the company’s Activ-Film™ technology, which has been a marketed solution for oil-based probiotics for more than 10 years. Delivered as a small sphere molded from a unique Activ-Polymer™ formulation, NEO offers increased moisture absorption capacity relative to the Activ-Film solution and can help mix the ingredients upon shaking (Figure 2). This solution ensures optimal probiotic stability without impacting user experience.
“The probiotic market has been growing at a rate significantly outpacing projections since 2020, and manufacturers are looking at ways to differentiate and compete in this growing market, including offering alternate methods of delivering probiotics to consumers,” said Badre Hammond, VP Global Commercial Operations GM, APAC. “We developed Avanti and NEO to give manufacturers more tools to deliver innovative strains in different formats so they can grow their business.”
Also at the VitaFoods show, Billy Abrams, Sr. Vice President of Business Development for Aptar CSP Technologies, will give a presentation titled “Optimizing Probiotic Formulations: Use of Active Packaging to Minimize Overages, Reduce Costs, and Improve Margins.” The presentation will occur live at the event on May 10 at 2:30 p.m. CEST, and will also be available to pre-registered attendees on-demand on the Vitafoods event platform.
About Aptar CSP Technologies
Aptar CSP Technologies is part of AptarGroup, Inc., a global leader in the design and manufacturing of a broad range of drug delivery, consumer product dispensing and active material science solutions and services. Aptar CSP Technologies leverages its active material science expertise to transform ideas into market opportunities, accelerate and de-risks the product development process, and provide complete solutions that improve consumers’ and patients’ lives. The company offers a complete set of services from concept ideation, to design and engineering, to product development, global production, quality control, and regulatory support that results in expedited speed-to-market. For more information, please visit www.csptechnologies.com and www.aptar.com.

Mettler-Toledo Product Inspection is showcasing a wide range of stand-alone and fully-integrated automated smart product inspection systems at Interpack 2023. The advanced product inspection technologies on Booth A60 in Hall 11 are all designed to help food manufacturers boost productivity, increase product safety, protect brand reputation and reduce recalls. The full suite of technologies offers high-performance end-to-end inspection capabilities from ingredient stage to label verification. The key new technology launches at Interpack are:
X-ray Inspection - X2 Series offers high detection sensitivity performance and enhanced product quality control to help reduce product recalls. With two x-ray inspection systems currently in the X2 Series, the X12 and the X32, this future-proof technology is now accessible for all budgets.
Metal Detection - Innovative SENSE™ software enhancements offer increased metal detection protection and performance capabilities for Mettler-Toledo M30 R-Series metal detection systems. The software allows the M30 R-Series to bring next-level automation and affordable compliance to manufacturers looking to boost their productivity.
Vision Inspection - 100% automated label inspection solution suite to inspect 100% of products and shapes and identify 100% of label data and quality challenges. Visitors will see the new CV33 with Integrated V13 Flat Pack Label Inspection technology, combining high precision weighing with complete label inspection from the bottom, top, front and back.
“We are delighted to present such innovative advancements in product inspection technologies at Interpack,” said Rainer Mundt, Head of Marketing at Mettler-Toledo Product Inspection, Germany. “We have designed a number of new inspection solutions to help make a real difference to food manufacturers who are looking to boost productivity, save bottom line costs, improve food safety and facilitate compliance. By showcasing our range of inspection systems and data management software we can help take food manufacturers towards a digitalized and sustainable future.”
Visitors to Booth A60 at Interpack can view:
Beyond Contaminant Detection with X-ray Inspection Solutions
The brand new X2 Series is on the stand and is designed for the inspection of small and medium packages with a belt width of 300mm and 400mm. X-ray inspection solutions within the X2 Series are positioned to consistently deliver high detection sensitivity capabilities, protecting the safety and quality of food products. A key feature of the system is ContamPlus™ software which enhances detection capabilities to identify a wide range of contaminants, including glass, metal, mineral stone, calcified bone, dense plastic and rubber compounds. The X2 Series is available in two models:
X12 – A single lane x-ray inspection system with multiple features that delivers great performance at an incredible price point.
X32 – An advanced x-ray inspection system available in standard and custom configurations, with single or multi-lane capabilities and integrity checks for outstanding detection performance.
Alongside the new X2 series, Mettler-Toledo also offers the X34C compact x-ray inspection system for food manufacturers. The X34C enables foreign object detection in small, individually wrapped snacks and confectionery at high production speeds. X34C thus opens up cost-effective inspection for customers immediately after flow-wrapping or sealing of the individual products. Thanks to its compact design with a footprint of only 700 millimetres in length, the X34C X-ray system is perfectly suited for use in production lines with very limited production space. X34C supports belt speeds of up to 120 metres per minute. This makes it possible for the first time to match x-ray inspection to the high speeds of many form, fill and seal machines, such as those used in the confectionery industries for packaging individual products.
With DXD and DXD+ for the X36 X-ray inspection system, Mettler-Toledo offers its most powerful x-ray inspection technology to date with dual energy detector technology to detect low-density foreign objects in packaged food. The new technology helps food manufacturers avoid product recalls, reduce unnecessary costs in the form of product waste, and improve product integrity and brand protection. The DXD and DXD+ dual energy detector technology is optimised to detect foreign objects such as bones, low mineral glass, rubber as well as various plastics. These types of foreign objects are traditionally difficult to detect in the complex X-ray images produced when inspecting overlapping and multi-textured products such as pasta, chicken breasts, sausages and potato-based frozen goods.
No Metal with Metal Detection Systems
The M30 R-Series metal detection systems are the first product family to feature the innovative and ground-breaking SENSE™ software. Showing at Interpack are the enhancements available with the latest SENSE™ software, offering increased productivity and compliance features. The new, intelligent SENSE™ software uses powerful algorithms to deliver high detection sensitivity for all types of metal contaminants. The M30 R-Series is ProdX™ enabled which is demonstrated on a loop at Interpack so visitors can see how the latest metal detection models support digitalization aims, as well as boosting productivity.
The smart systems are aimed at food manufacturers who are looking for the detection of metal contaminants, with a high level of detection sensitivity and future-proof flexibility. With the M30 R-Series, customers have a choice of metal detectors depending on production and compliance requirements as well as budget considerations.
One of the systems on this year’s booth is the M33R PlusLine metal detector, which offers high frequency to increase sensitivity for dry or deep-frozen products. In addition, it features expandable I/O and modular upgrades, enabling food manufacturers to boost productivity and reduce total cost of ownership.
Visitors can also see the M34R PlusLine metal detector which uses dual simultaneous frequency to reduce product effect, in particularly demanding applications. The solution offers higher detection sensitivity, up to 25% improved spherical sensitivity, compared to traditional single frequency systems and significantly reduces false rejects. Typical application examples are wet and/or conductive products such as meat, poultry, seafood and dairy as well as food packaged in metallised film. All M30 R-Series metal detectors can also integrate with a wide range of conveyors, including the Mettler-Toledo GC-Series.
Furthermore Mettler-Toledo is showcasing a free-fall metal detection system featuring ATS (Automatic Test System) which won the Innovation Award for Quality Health, Safety and Environment at CFIA 2019. With ATS, manufacturers can significantly reduce downtime and thus increase their productivity by shortening the time window for testing via automatic feeding of the test pieces. In addition, more accurate results and consistent test processes deliver enhanced compliance benefits.
Label Verification with Vision Inspection
The all new V13 Flat Pack Label Inspection System for food manufacturers fully automates smart inspection of labels on the underside of packages. This solution performs reliable label inspection from the bottom up to check labels on the underside of flat packages. The stand-alone solution offers configurable options for handling materials and can be expanded with smart cameras on the top and sides. Dedicated tools for inspecting label data and label quality enable easy operation of a wide range of applications. The V13 can also be integrated in a combination system with a checkweigher, metal detector or x-ray inspection system to save valuable shop floor space, which will be shown at Interpack in different configurations.
Also, part of the vision inspection range, is the V15 Label Inspection 360° System for inspecting round packaged food and beverage products, using smart cameras with liquid lens technology. The V15 enables complete inspection of label data such as 1D/2D barcodes and plain text on a wide range of round packaged products. In addition, potential quality defects such as label positioning, multiple labelling, skew, wrinkles, creases, print quality and graphic ID are checked for compliance. The cost-effective vision inspection system is ideally suited to replace manual spot checks with fully automated label inspection of products.
Precision Weighing with Checkweighers
All Mettler-Toledo dynamic checkweighers are now equipped with the patented FlashCell™ Electro Magnetic Force Restoration (EMFR) load cell technology. This technology enables precision weighing at speeds of up to 800 packs per minute. At Interpack, visitors can experience FlashCell™ in action with washdown checkweighers, designed for harsh production environments that support intense and frequent cleaning whilst offering reliable accuracy.
Space Saving Combination Inspection Technologies
With mix-and-match combination inspection solutions, Mettler-Toledo focuses on the integration of several inspection technologies in one space-saving device in order to maximise productivity. To ensure that the combination inspection solutions are best adapted to the needs of individual customer requirements, standardised components can be combined with different technologies as required. Specific system options showcased on the booth are:
CV Combination – a checkweigher combined with vision inspection.
CMV Combination – a three-in-one solution showing a checkweigher, metal detector with integrated vision inspection.
CXV Combination – a checkweigher, x-ray inspection and vision inspection.
Going Paperless with Data Management Software
With ProdX™, food manufacturers can benefit from fully comprehensive product inspection management, including extensive safety functions, digital track & trace, automatic recording of performance tests and real-time logging of test and compliance data. The highly intuitive software offers paperless documentation of product reject incidents required for compliance, meaning manufacturers can save time filling in forms, filing and collating information for reports and trend analysis. ProdX™ is based on Industry 4.0 principles of secure machine-to-machine communication and prepares connectivity to blockchain technology. The software can digitalize food safety compliance, reduce compliance auditing time and help facilitate faster product recalls.
On The Loop
Mettler-Toledo is showcasing its versatile range of product inspection solutions on a loop, connecting the X32 x-ray inspection system, the M34R PlusLine metal detector as well as the CV33 combination solution with checkweighing and integrated V13 Flat Pack Label Inspection system. All these solutions are running live with real products and are connected to the data management software ProdX™, simulating results in real time.
Buy directly from the booth
At Interpack some Mettler-Toledo smart product inspection solutions will be available to buy directly from the booth at a discounted price. Visit Booth A60 in Hall 11 to find out more.
Event Notice for Journalists
Mettler-Toledo is a member of the SAVE FOOD initiative to reduce product and food waste. As part of the Spotlight Talks and Trends (Nordbahnhof entrance area) on Tuesday 9th May at 10.45am Adam Green, Market Manager at Mettler-Toledo, will give a talk on ‘How X-ray Inspection Can Help to Increase Productivity, Reduce Food Waste and Deliver Product Safety’.
About METTLER TOLEDO
METTLER TOLEDO is a global manufacturer of precision instruments and a service provider. The company ranks highly in a number of market segments and is a global market leader in many areas. METTLER TOLEDO is a large provider of weighing systems and analysis instruments for use in laboratories and in-line measurement within demanding industrial and food production processes.
The Product Inspection division of METTLER TOLEDO designs stand-alone and fully-integrated automated inspection technologies to help food, pharma, chemical and other non-food manufacturers boost productivity and improve product quality and safety. The division includes METTLER TOLEDO Safeline Limited, manufacturing metal detection solutions that automate essential processes and reduce recall risks. Safeline X-ray inspection designs x-ray technologies that go beyond contamination detection to help improve product quality and enhance brand protection. Garvens and Hi-Speed Checkweighing provide advanced precision weighing technologies to reduce costly overfills and improve production line efficiency, and vision inspection solutions to detect label defects, thereby reducing the risk of rework and product recalls. PCE Track & Trace solutions help pharmaceutical manufacturers to support compliance with innovative, automated and proven technology. For food manufacturers, data management software ProdX™ monitors all product inspection data in real-time to digitalize food safety compliance.
In summary, METTLER TOLEDO smart product inspection solutions help manufacturers to boost productivity and offer consistently high product quality and safety, thereby working to protect consumers, and the brand reputation of manufacturers as well as their products.
Materials science company debuting new products and expanded capabilities as part of global sustainability initiative.
Wayne, PA – TekniPlex, a globally integrated provider of innovative solutions through materials science and manufacturing technologies, will showcase its latest advancements in consumer packaging materials for a wide variety of products at Interpack, May 4-10 in Düsseldorf. At Hall 7, Level 1, Booth C25, TekniPlex will highlight a variety of new closure liner, sealing and dispensing products that illustrate the company’s mission to expand its portfolio of sustainable solutions.
Many of the solutions TekniPlex will exhibit at Interpack leverage its materials science prowess in both virgin and sustainable solutions, which help customers navigate their varying sustainability goals and commitments. For example, TekniPlex’s ProTecSeals® are 100% polypropylene (PP) coextruded foam liners ideally compatible with PP closures, jars, bottles and containers, particularly in the cosmetics and beverage industries. Liners made from the same base polymer as a closure enhance the ability of materials recovery facilities to identify and reprocess the structure into next generation materials. The food-approved material highlights TekniPlex’s commitment to designing mono-material solutions that enable higher recyclability rates.
Another product on display at the show will be TekniPlex’s extensive line of ProTecFlow™ Dip Tubes, which are comprised partly or entirely of recycled materials. The solutions offer a reduced environmental impact compared to conventional dispensing tubing products made from virgin materials, while maintaining the same high-quality performance characteristics.
“Our team works exceptionally hard to leverage materials science expertise across all areas of our business, toward the goal of creating high-performing, more sustainable solutions for multiple industries – both in consumer products and healthcare applications,” said Eldon Schaffer, Chief Executive Officer, TekniPlex Consumer Products division. “We look forward to sharing our expertise with attendees and demonstrating the capabilities of our materials at Interpack.”
Other highlighted products include:
In addition, TekniPlex Healthcare will be showcasing a robust range of solutions for drug delivery including plastic single-dose containers for pharmaceutical and healthcare applications, the world’s first fully transparent recyclable blister package, and its Pentafill™ vial filling and sealing machine.
About TekniPlex
TekniPlex is a globally integrated company that provides innovative solutions through materials science and manufacturing technologies. A global leader in the healthcare and consumer product markets, TekniPlex provides medical device components and a multitude of materials science solutions that lead to a healthier and more sustainable world. Its solutions are found in some of the most well-known names in the healthcare, pharmaceutical, personal care, household, and food & beverage markets.
Headquartered in Wayne, Pa., TekniPlex employs 8,000 team members throughout its operations in Belgium, Brazil, Canada, China, Colombia, Costa Rica, Germany, India, Italy, Mexico, Northern Ireland, and the United States. For more information visit www.tekni-plex.com
• Dongguan plant goes from strength to strength, offering the local market a reliable source of moisture protecting solutions for healthcare packaging producers
• Key product ranges include desiccant packets, DRICARD™ flat desiccants and desiccant tablets, all of which are available in multiple sizes and specifications
• All products are manufactured in line with key global standards, including those set by the EU, FDA and NMPA
– Airnov Healthcare Packaging, a global leader in controlled atmosphere packaging, continues to serve the Chinese market with a comprehensive range of products produced locally at its plant in Dongguan, Guangdong.
The facility, which employs 95 people, is certified to ISO 9001 and ISO 15378 standards and is also GMP compliant. In addition, Airnov guarantees high quality, complete compliance certification of FDA, EU and NMPA, and a stable supply for customers both in China and around the world thanks to the capabilities and capacity of the Dongguan site.
“China is an exceptionally important and exciting market for Airnov,” commented Victor Lin, Site Manager at Airnov’s Dongguan plant. “With our capabilities at Dongguan expanding all the time, we look forward to demonstrating to stakeholders working across the Chinese market how we can play a key part in developing the healthcare packaging sector.”
Key product lines include a full range of desiccant packets – single packets, strip packets, packets with eyemark, packets with holes and packets with ultrasonic seals. With an exterior made from Tyvek and inner materials including silica gel, molecular sieve, activated carbon, bentonite clay, the range is certified against USP and YBB standards.
Rimless sealed desiccant packets, meanwhile, are designed for use in small pharmaceutical and diagnostics product bottles. These state-of-the-art packets offer high moisture absorbing capacity while at the same time cutting raw materials usage by 25%.
Where packets may be difficult to see or separate from powdered products, flat desiccants offer an ideal solution. Airnov’s Dongguan plant manufactures the company’s DRICARD™ range of PET/PE film and cardboard solutions that are suitable for narrow and small packing spaces
Airnov also produces a series of desiccant tablets. Covered by cotton paper, these are inlaid on bottlecaps and offer high moisture absorption to keep enclosed products dry.
For bigger shipments, the Dongguan plant produces a variety of large desiccant bags with an ultrasonically welded ribbon, allowing customers to hang the bags in cargo containers or shipping packaging to protect goods in bulk. With custom printing options, Airnov can tailor these desiccants to any customer’s specific needs
“A key advantage to our customers here in China is that we can offer all products in multiple sizes to suit their production processes, as well as a speedy turnaround due to our proximity,” added Victor Lin.
“We welcome any enquiries – our experts will be on hand to answer questions as quickly and efficiently as possible.”





{kind=link}