


Parksons packaging completes acquisition...
The acquisition of MK Printpack is expected to further strengthen Parksons Packaging’s leadership position in the fol
The acquisition of MK Printpack is expected to further strengthen Parksons Packaging’s leadership position in the fol
Talented long-term executive will help oversee newly formed segment,
TekniPlex Consumer Products, a globally integrated provider of innovative solutions through materials science and manufacturing technologies, has hired Aurélie Emond as Segment VP for the division’s recently formed Integrated Performance Solutions (IPS) segment. Working in tandem with regional executives around the world, Ms. Emond’s purview will include solidifying and steering the nascent IPS segment’s global business strategy.
Formed in Q4 2022, TekniPlex Consumer Products’ IPS segment focuses on the sealing and dispensing needs of various markets, including home care, food & beverage, beauty & personal care, and consumer healthcare products. It unites the capabilities of two TekniPlex legacy companies: TriSeal, whose materials science-based liner and lidding solutions and automation technology solutions address ever-changing market needs from sustainability to unique barrier solutions; and Action Technology, which has developed over 100 unique rubber and plastic formulations – including rubber gaskets, bulbs and dip tubes – designed to meet critical performance requirements in the pressurized and non-pressurized dispensing pumps market.
“Aurélie is a true business development pro, with a strong track record of growing industrial and technical B2B and B2B2C initiatives with broad, often international dimensions,” said Eldon Schaffer, CEO of TekniPlex Consumer Products. “She brings a history of fostering collective intelligence in ways that rally diverse teams around clear, shared visions and ambitions.”
With a career spanning more than 25 years, Ms. Emond has experience in several complex industries. Most recently, she was VP of Business Development for active packaging solutions supplier Clariant Healthcare Packaging. There, Ms. Emond broadened market education, identified growth opportunities, and helped expand market presence in the active packaging segment.
Earlier in her career, Ms. Emond held executive roles with cosmetics industry packaging provider Crown Risdon (now part of Berry Plastics), as well as prominent beauty company Albéa. At Albéa, she held several sales, innovation, and marketing leadership roles over a decade-long tenure.
Ms. Emond earned a master’s degree in mechanical engineering from the Université de Technologie de Compiègne in France. She resides near Paris.
About TekniPlex Consumer Products
TekniPlex Consumer Products specializes in advanced materials science solutions for companies in the food & beverage and CPG industries with a focus on protecting products, strengthening brands, and innovating sustainably. TekniPlex Consumer Products serves companies around the world in sectors including beauty and personal care, household items, and food and beverage.
With an expanding selection of material-diverse solutions – bolstered in recent years, by a series of strategic acquisitions – TekniPlex Consumer Products is leading the way creating next-generation packaging designs that address real-world challenges in the markets it serves. Most notably, the company is focused on developing more sustainable solutions that continue to provide product safety and consumer satisfaction. For more information, visit www.tekni-plex.com/consumer

Guerlain, one of France’s oldest perfume and cosmetics houses, is using the latest end of line and traceability technologies from Sidel to fight counterfeiting. Sidel’s combi packing/palletising solution for bottles in cartons is also delivering product care and compactness on Guerlain’s new line for advanced skincare.
The solution is now in place at Guerlain’s main production site near Chartres, France. Guerlain is a subsidiary of luxury goods house LVMH and this facility, known as La Ruche (the beehive), is at the heart of France’s ‘cosmetics valley.’
Sidel already has a strong reputation within this world-renowned cluster, with many other luxury brands choosing its robotic case packers, palletisers and combi solutions for the high levels of efficiency and product care that this exclusive industry demands. The Champagne and cognac industries have also selected Sidel technology for its traceability and aggregation capabilities, as has the pharmaceutical industry, which uses even more complex and stringent serialisation and track & trace systems with real-time marking, tracking and aggregation.
“Sidel embedded every aspect of product labelling, control and rejection that we requested, and adapted the end-of-line process to suit our traceability needs,” says Aurélien Bernier, Investment Capacity Project Manager at Guerlain.
The robotic packing and palletising combi solution, designed by Sidel to function in a compact space of less than 20m2, manages the physical flow of products, cases and pallets. It handles 60 cartons of skincare products bottles per minute in four formats. Each carton, case and pallet is tagged using bar codes and labels which are read, recorded and aggregated into the Guerlain central database. This means that Guerlain, at any time, can guarantee the product origin and full characteristics by searching its central database, and can remove any counterfeit products that are not recorded, or identify any product distributed in the wrong marketplace. Sidel’s end of line equipment is asked to generate more than 4,000 information exchanges per pallet to control the full quality process, while at the same time keeping a high level of machine availability and efficiency with error margins of less than 1% per production order.
In this high added-value industry, product care and integrity is key. Cartons are fully protected from infeed, batch collation and case packing by adapted belt and guides fitted with a protective felt covering to ensure limited abrasion and frictions.
“We were aware of Sidel’s reputation for high levels of traceability and were very impressed by its ability to tailor and finetune the automation to our process needs and traceability requirements,” continues Aurélien.
“Sidel also had to adapt their machine automation and communication protocols into our IT and central database set-up – we can’t permit modifications because the same system is used throughout LVMH Group perfume and cosmetics facilities.”
Sidel has provided its luxury goods customer with a tailored automated solution at the same time as strengthening its quality processes. Its agility and expertise has enabled Guerlain, with its long history of making hand-crafted beauty products, to retain the precision and adaptability of manual operation while moving to full automation.
About Guerlain
Established in 1828, the House of Guerlain is one of the world’s oldest perfume houses. The brand’s motif is a bee, symbolising how it has flourished by making products that are cherished all over the world for their ability to protect and preserve. Suppliers to the 200-year old company know that they are expected to match the company’s characteristics of savoir-faire and hand-crafted precision. Guerlain is part of the LVMH Group, which owns 75 houses in wines & spirits, fashion & leather goods, perfumes & cosmetics and watches & jewellery, including brands such as Moët et Chandon, Louis Vuitton and Bulgari.

Following a construction period of around one year, the building extension at the Bozhurishte production site was officially opened yesterday by the MULTIVAC Management Board. The guests at the inauguration ceremony included Nikola Stoyanov, Bulgarian Min-ister of Economy and Industry, and Dr Antoaneta Bares, Managing Director of National Company Industrial Zones EAD. Additional production and assembly facilities, as well as state-of-the-art of-fices, covering a total area of around 5,600 square metres, are now available for use. The investment amounted to around six million euros.
Dr Christian Lau, Group President (Chief Operating Officer) of MULTI-VAC, said at the official opening: “With the completion of our new building, we are delighted that we can significantly increase our capaci-ty on-site in sheet metal manufacturing, as well as electrical and me-chanical assembly. Thanks to the very latest manufacturing technology, the factory is highly efficient and offers ideal production conditions.”
Miyryam Servet Mustafa, Managing Director of MULTIVAC Bulgaria Production EOOD, added: “As a consequence of the expansion, we will create approx. 100 attractive new jobs in the Production department. This expansion also underlines the outstanding development of our company in Bulgaria.”
Christian Traumann, CEO and Speaker for the MULTIVAC Management Board, summed up: “The site at Bozhurishte, which was put into opera-tion in 2018 and supplies various companies within the MULTIVAC Group, has developed over recent years into a strategically important part of our worldwide production network. The sales company for Bul-garia, with its own showroom and training facility for customers and staff, is also located on the site, and this means that we now employ a total of around 230 staff locally.”
In addition to the Bulgarian factory, MULTIVAC has twelve more production sites in Germany, Austria, Spain, Brazil, China, Japan and the USA, and a further factory is currently being built in India.
About MULTIVAC
Packaged expertise, innovative cutting-edge technology and strong brands under one roof: MULTIVAC offers complete solutions for the packaging and processing of food, medical and pharmaceutical prod-ucts, as well as industrial items – and as the technology leader, it con-tinues to set new benchmarks in the market. For more than 60 years the name MULTIVAC has stood for stability, strong values, innovation and future security, as well as quality and excellent service. Founded in 1961 in the Allgäu region of Germany, MULTIVAC is today a global solutions supplier, which supports small and medium-sized companies, as well as large corporate businesses, in designing their production processes to be efficient and resource-saving. The MULTIVAC Group's product port-folio comprises a wide range of packaging technology, automation so-lutions, labelling and marking equipment, inspection systems and pack-aging materials. The product range is complemented by practical and customised solutions for food processing - from slicers and portioning machines right up to bakery technology. All the packaging and pro-cessing solutions are individually matched to customer requirements in the company's own application and development facilities. Around 7,000 MULTIVAC staff in more than 80 subsidiaries worldwide ensure that the company remains close to its customers, as well as providing the maximum customer satisfaction - from the first project concept right through to after-sales service. Further information at: www.multivac.com

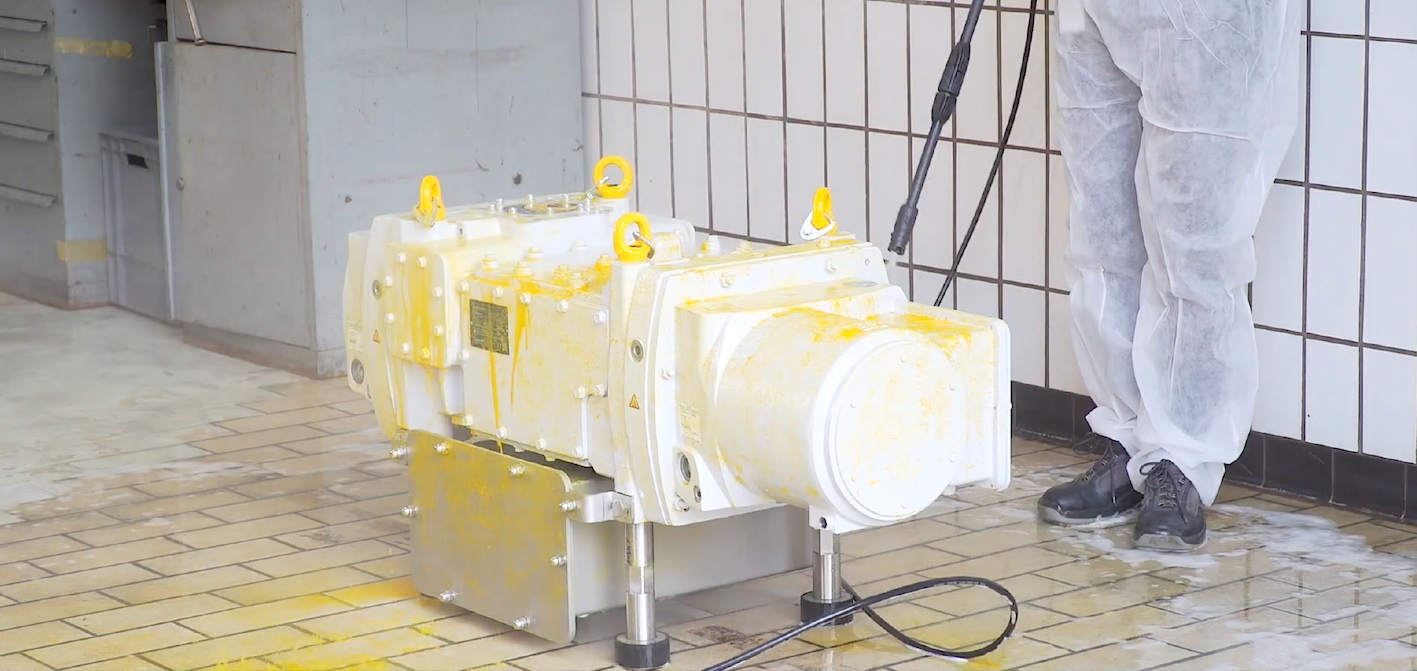
Cologne, March 2023 – Vacuum systems used in food and packaging processes must contribute to safe and efficient food supply. With the new wash-down vacuum pumps DV 650 and DV 800 FP-r of the established, dry-running DRYVAC series, Leybold has developed two models for these industrial processes. Their use facilitates production, increases food safety and extends the shelf life of foodstuffs
Washable in any installation position
The new DRYVAC DV 650 and DV 800 FP-r screw vacuum pumps are characterized not only by their proven functional principle but also by their compact design. In demanding, harsh food applications, they require only a small footprint and little installation space. In addition, they can be washed down inside and outside in any installation position.
Installation close to the machine possible
In addition, their compact size and low noise level enable uncomplicated, near-machine installation in the immediate vicinity of the production line. The advantage for users: during daily cleaning of the system, the DV 650/800 FP-r pumps can be washed down with the production equipment in one process. This results in fewer system downtimes, better cycle times, less maintenance, a higher standard of hygiene and higher filling and packaging outputs. This is a real advantage in packaging applications requiring good vacuum level (i.e. low pressure) such as skin pack for example.
Oil-free technology reduces contamination
Due to their rotor design, Leybold's robust DRYVAC models operate very energy-efficiently and at low lifetime costs. In line with the requirement profile in most applications, their use also guarantees a high pumping speed from atmospheric pressure to low pressure ranges. Thanks to modern, oil-free pump technology, the risk of contamination of pumped media with lubricants is minimal. "This requirement is of great importance across all applications in the food industry," reports Olaf Stahlschmidt, the DRYVAC product manager at Leybold.
Equipped with frequency converter
The DV 650 and DV 800 FP-r models are equipped with a frequency converter for easy monitoring and control. It enables a variety of functionalities: For example, it provides only the energy required at a time, which leads to lower energy consumption overall. Furthermore, it offers the possibility of a definable ramp-up of the rotation frequency with which a vacuum chamber can be gently evacuated. This is particularly advantageous when processing foodstuffs that would change their shape if the pressure in the chamber were lowered too quickly, such as bakery products.
The advantages for users at a glance:
- Water cooling enables installation directly in the air-conditioned process area
- Suitable for daily wash down and flushable with liquids inside
- High tolerance to vapor, liquid slugs and soft particles thanks dry screw principle
- Easy maintenance, longer maintenance intervals
- Optional integrated, easy-to-clean stainless steel silencer
Mondi, a global leader in sustainable packaging and paper, provides new possibilities for sourcing paper easily and quickly.
An integrated system
The website mymondi.net serves as a central access point. Starting from the product pages, articles from the PERGRAPHICA® and Color Copy ranges are linked directly with suitable sources of supply. This service is open to customers in Germany, Switzerland, France, Italy and Great Britain. The purchasing process is handled by a network of long-standing partners and supplemented by a web shop operated by paper merchant Europapier. Bernhard Cantzler, Head of Marketing and Business Development at Mondi Uncoated Fine Paper, explains the reasoning behind this: “For us, digital and analogue go hand in hand. We use digital possibilities and our distributor network so our customers can get Mondi papers for their analogue projects quickly and reliably. We want to make sure that our paper enthusiasts get exactly the paper they want. This digital approach has been well received.”
With the new setup, Mondi completes its range of digital platforms. mymondi.shop has been providing ordering and service options to direct customers for over five years. “mymondi.shop is reserved for customers with larger order quantities. With the latest extension, companies that need smaller quantities can buy them via mymondi.net. mymondi.net is our public website for Mondi brands, which was previously limited to information and inspiration and now also allows you to source our papers,” Bernhard Cantzler explains.
For us, digital and analogue go hand in hand. We use digital possibilities and our distributor network so our customers can get Mondi papers for their analogue projects quickly and reliably. We want to make sure that our paper enthusiasts get exactly the paper they want.
Bernhard Cantzler, Head of Marketing & Business Development at Mondi Uncoated Fine Paper
48 hours from one sheet
Most orders are processed via Mondi’s existing distributor network. In the United Kingdom, the respective web shops of long-standing Mondi partners have been fully integrated. Customers are redirected directly to the specific product page to keep the ordering process short. If specialties from the PERGRAPHICA® and Color Copy range are not offered by the distributor network, there is a web shop operated by the international paper dealer Europapier.
“This allows us to offer a broad portfolio of specialties. Products that are perhaps bought less often are available in the web shop. As a specialist in fine paper with many years of experience in international logistics, Europapier is a reliable partner who can also process complex orders in a short time,” explains Daniel Richter, Managing Director of Europapier Austria. Interested parties can obtain a comprehensive portfolio via the web shop. Whether extra-long digital formats from Color Copy original, the 31 PERGRAPHICA® Colours or PERGRAPHICA® envelopes, the web shop ships within 48 hours, usually with a minimum order quantity of one sheet. For transport, Europapier relies on special packaging that protects even large formats. “We are delighted to be collaborating on this extraordinary project. The pilot phase has now been successfully completed and the shop is well received,” he adds.
All partners work together along the value chain, which results in optimised coordination. Many years of close cooperation, expertise in their respective areas of responsibility and future-oriented thinking of the partners involved put customer needs in the foreground. "mymondi.net, as a central point of contact, guides paper lovers intuitively through the decision-making and ordering process - quickly and easily to the right paper," concludes Bernhard Cantzler.
More information
Inspiration and stories on projects with Mondi papers as well as order options can be found under: https://www.mymondi.net/ufp/de
For high-resolution photos, please visit: https://images.mondigroup.com/smartViews/view?view=rL6V1EjgPiM8
Contact
Christina Fadler
Senior Communications Manager
Mondi Uncoated Fine Paper
Tel: +43 1 79013 4917
E-Mail: christina.fadler@mondigroup.com
About Mondi Uncoated Fine Paper
Uncoated Fine Paper is a business unit of Mondi Group. In its operating sites, Mondi Uncoated Fine Paper produces pulp and environmentally sound office and professional printing papers tailored to the latest professional digital and offset print technologies. The company complies with the strictest international certification standards to support sustainable production processes through the responsible management of forest, water and air resources. Mondi’s Green Spirit approach serves as a guide and signpost, a future-oriented and positive attitude that connects the company to its customers – making an impact together. As part of the Mondi Action Plan 2030 (MAP2030), Mondi is the first to offer an extensive uncoated fine paper portfolio as Cradle to Cradle Certified® Bronze meeting the high standards and demanding requirements of this certification scheme which marks the step from a linear to a circular economy.
Its renowned brands such as Color Copy, PERGRAPHICA®, NAUTILUS®, NEUJET®, IQ, MAESTRO®, BIO TOP 3®, DNS® or ROTATRIM are used in office environments on laser or inkjet printers and by professional printers on digital or offset presses to create brochures, transactional material, folders, invitations, business cards, letterheads or other high-impact communication. Converters appreciate the excellent printability and smooth handling of Mondi’s professional printing papers.
About Mondi
Mondi is a global leader in packaging and paper, contributing to a better world by making innovative solutions that are sustainable by design. Our business is integrated across the value chain – from managing forests and producing pulp, paper and films, to developing and manufacturing sustainable consumer and industrial packaging solutions using paper where possible, plastic when useful. Sustainability is at the centre of our strategy, with our ambitious commitments to 2030 focused on circular driven solutions, created by empowered people, taking action on climate.
In 2022, Mondi had revenues of €8.9 billion and underlying EBITDA of €1.8 billion from continuing operations, and employed 22,000 people worldwide. Mondi has a premium listing on the London Stock Exchange (MNDI), where the Group is a FTSE100 constituent, and also has a secondary listing on the JSE Limited (MNP).

Sustainability initiatives rolling out across the globe are catalyzing brands and converters to seek out paradigm-shifting technologies that facilitate improved end-of-life solutions for flexible packaging structures—including both fiber based and film based substrates. You can learn more about this topic during a lively presentation entitled “Integrated Solutions For Recycle-Ready High Barrier Packaging” that will be jointly presented by Michelman's Lori Gobris and BOBST's Chris Marshall at Converters Expo 2023.
Michelman, in conjunction with partners BOBST and UPM, developed new coating technologies in total packaging solutions that can match the high barrier performance of today’s multi-material laminations. These new solutions enable production of mono-material constructions that can enhance the recyclability of the finished product. Gobris' and Marshall's presentation will detail the development and capabilities of these technologies.
Gobris said, "The next generation of multifunctional oxygen primers that Michelman created provide enhanced barrier properties at low coat weight while simultaneously enabling metallization of core substrates. This innovation, developed in collaboration with BOBST and partners, results in two groundbreaking sustainable packaging solutions. oneBARRIER PrimeCycle is a full PE mono-material barrier alternative to nonrecyclable metallized film, and oneBARRIER FibreCycle is a paper-based packaging solution designed to replace high barrier film packaging.”
About the speakers:
Lori Gobris is Global Marketing Manager, Printing & Packaging at Michelman. She leverages her nearly 30 years of expertise in the paper and flexible packaging industries to help Michelman provide tailored, enhanced solutions that enable packaging sustainability.
Chris Marshall has over 25 years’ experience in the food packaging industry with a strong interest in sustainable packaging solutions. He currently covers the Midwest for BOBST flex pack machinery including CI, roto, lamination, coating, and metallizing.
About Michelman
Michelman is a global developer and manufacturer of environmentally friendly advanced materials for industry, offering solutions for the coatings, printing & packaging and industrial manufacturing markets. The company’s surface additives and polymeric binders are used by leading manufacturers around the world to enhance performance attributes and add value in applications including wood and floor care products, metal and industrial coatings, paints, varnishes, inks, fibers and composites. Michelman is also well-known as an innovator in the development of barrier and functional coatings, as well as digital printing-press primers that are used in the production of consumer and industrial packaging, paper products, labels, and commercially printed materials. Michelman serves its customers with production facilities in North America, Europe and Asia, product development and technical service centers in several major global markets, and a worldwide team of highly trained business development personnel

Following the successful launch of its medical van initiative last November, hubergroup India expanded its support for rural healthcare in the Indian state of Gujarat with two more medical vans. These new vehicles, which are dedicated to dental and eye care, are equipped with doctors, nurses, and basic medical equipment and will be available in 16 remote villages every week for on-site examinations. For this project called “Fartu Davakhanu”, hubergroup is collaborating with the non-profit organization Rotary Vapi Riverside, which has extensive experience working in the local regions.
End of last year, the printing inks and specialty chemicals company had started to send two medical vans to remote villages with the aim of supporting the existing healthcare infrastructure by offering free local consultations and medicines. Since then, hubergroup has been able to gather a lot of experience and has found that the offer was well received by local residents. As a result, the medical van doctors conducted around 10,000 examinations within the last five months.
Suresh Kalra, Managing Director India and President Asia at hubergroup, says: “We are very happy that the local residents accepted our services. Within the last months, we found that we can really make a difference with this initiative. Thus, it was clear to us that we want to expand our support.”
PDG Ruchir Jani, member of Rotary Vapi Riverside, states: “This project has won the trust of local villagers, and they are happy to utilise this service. The two new vans will add to the much-needed medical services in these remote areas.
The two added medical vans are dedicated to dental and eye care as there is often a need for education and action here. Many villagers in remote areas are, for example, unaware of basic oral hygiene and related diseases such as tooth decay and gum problems. hubergroup, therefore, provides counselling, initial treatment, and medications for these ailments. The medical van teams also educate about tobacco chewing, which is one of the main causes of oral cancer in these areas, and provide basic treatment for related symptoms
Furthermore, vision disorders such as near-sightedness, far-sightedness, and astigmatism are common but not treated. hubergroup’s medical teams will, therefore, provide patients with glasses to correct their vision and raise awareness for these disorders. In addition, hubergroup is planning free surgery camps to treat cataracts, which are one of the main causes of blindness
About hubergroup
hubergroup is an international printing inks and chemicals specialist based in Germany with a 255-year history. Within its two divisions, the company develops innovative, sustainable products and services to enable its customers first-class results. The Print Solutions Division produces inks, varnishes, and printing aids for packaging, commercial, and newspaper printing. In addition, the associated subsidiary Gleitsmann Security Inks manufactures security inks. The Chemicals Division produces speciality chemicals such as resins, lamination adhesives, pigments, and additives in its facilities in India. hubergroup employs about 3,500 people in nearly 30 countries and generated an annual turnover of about €704 million in 2021.

Propel Fitness Water is rolling out a major brand refresh that includes a new packaging design and logo.
It's that time of year that people across much of the US think spring, which brings to mind greener grass and bloomin
The NCAA basketball tournament is 100% high drama and chaos for fans.
The purpose-built warehouse is CHEP’s second Queensland facility, and will serve as a timber pallet repair and servic
The facility is being developed in two stages.
Earlier this week, the Sydney Morning Herald reported that it had to hand “confidential documents prepared f
The new Series 5 HP Indigo 200K digital press prints up to 56 m/min (183 ft/min) designed to increase the productivit
Experience the new compact class with the TX 6 series
Wolfertschwenden, 20 March 2023 - Compact, versatile, networked: The new MULTIVAC traysealers are highly impressive in their outstanding performance with exceptionally efficient use of the available production space. Just like the existing high-output TX 7 and TX 8 series, the space-saving new arrivals in the product range offer everything that customers could expect from a trend-setting machine generation. Also in terms of reliability, hygiene and ease of operation.
These compact traysealers are coming at just the right time in view of the current economic challenges and the associated explosion in costs. “Thanks to their small footprint, they make a major contribution to increasing output in the smallest of spaces - and all this on a very sustainable, flexible and cost-attractive basis,” says Franziska Schreiber, Product Manager at MULTIVAC. The specialist packaging company has now completed its product range in the TX class, which began its success story in 2019 with the fully automatic TX 710.
Performance at the highest level
These new models, which were developed with rapid product change and high cycle output for a wide range of applications, are inspirational in their technical features with intelligent machine and line control, their high standard of hygiene, and of course their usual reliability. They can be easily integrated into a wide range of production environments thanks to their compact construction - and even designed as a two-track solution for still greater efficiency.
Both models are equipped with robust servo drives, which guarantee maximum speed and gentle product handling over the long term. The intelligent machine control and state-of-the-art die concept, the so-called X-tools, ensure that the investment in these models is always future-proof. Particularly since both the TX 610 and TX 620 are designed for use with MULTIVAC Smart Services and MULTIVAC Line Control - both of which are tools for providing maximum transparency and very efficient line operation.
When compared with the existing TX range available in the market, the TX 6 series has been completely redeveloped with the aim of producing a compact and cost-effective solution. “The design language, functionality and areas of application are however based on their bigger brothers, the TX 7 and TX 8 series,” emphasizes Franziska Schreiber. What distinguishes the TX 610 from the TX 620 is essentially the machine length and the usable size of the die.
Sustainability with potential for the future
The compact traysealers have been systematically designed for sustainability: Firstly, their long lifespan is an important factor in this context, and secondly depending on the application, there is no requirement at all for compressed air or cooling water - and this makes an active contribution to saving resources.
The machines can run trays from a wide range of materials very reliably and without any limitations, and these include for example paper- and fibre-based materials as well as plastics. The range of applications extends from "Sealing only" through to Modified Atmosphere Packaging and right up to MultiFresh vacuum skin packs.
Ease of operation with a high level of process reliabilityThe clear operating concept of the TX 6 series provides for logical process sequences, significantly reducing the opportunities for incorrect operation. The intuitive HMI makes controlling the machine much easier, since many pack and process parameters are already configured and can be called up very quickly.
The conversion of the machines to different pack formats without the need for tools also makes a major contribution to efficiency and safety - just like the simple cleaning and maintenance, since all the machine components are easily accessible.
“Thanks to the launch of the TX compact class ...
... we are able to fully satisfy the rising demand for compact tray packaging solutions, which are required to increase production efficiency in the smallest of spaces. Since the TX 6 series with its minimal footprint sets the benchmark in this class in terms of reliability, flexibility and future-proofing, MULTIVAC is making good on its promise with this new product family as well,” says Franziska Schreiber.
The new TX 620 will be shown for the first time at interpack 2023It will be the core element of a complete line solution on the MULTIVAC main stand (A23) in Hall 5. It will be packing ready meals under modified atmosphere in a sustainable cardboard tray, which is sealed very reliably with a thin recyclable film. The manually pre-filled trays are fed into the traysealer on a MULTIVAC conveyor system. A L 310 labeller is used to apply a top and bottom label very precisely to the MAP packs. A high-performance vision system, also manufactured by MULTIVAC Marking & Inspection, checks the applied labels immediately, so that any faulty packs can be ejected at that point. The good packs then arrive at a MPS 102 pack stacker, which automatically stacks the packs, and this contributes significantly to simplifying and accelerating manual box packing at the end of the line.
About MULTIVAC
Packaged expertise, innovative cutting-edge technology and strong brands under one roof: MULTIVAC offers complete solutions for the packaging and processing of food, medical and pharmaceutical products, as well as industrial items – and as the technology leader, it continues to set new benchmarks in the market. For more than 60 years the name MULTIVAC has stood for stability, strong values, innovation and future security, as well as quality and excellent service. Founded in 1961 in the Allgäu region of Germany, MULTIVAC is today a global solutions supplier, which supports small and medium-sized companies, as well as large corporate businesses, in designing their production processes to be efficient and resource-saving. The MULTIVAC Group's product portfolio comprises a wide range of packaging technology, automation solutions, labelling and marking equipment, inspection systems and packaging materials. The product range is complemented by practical and customised solutions for food processing - from slicers and portioning machines right up to bakery technology. All the packaging and processing solutions are individually matched to customer requirements in the company's own application and development facilities. Around 7,000 MULTIVAC staff in more than 80 subsidiaries worldwide ensure that the company remains close to its customers, as well as providing the maximum customer satisfaction - from the first project concept right through to after-sales service. For more information, visit www.multivac.com

• New 8.8 meters wide multi-layer co-extrusion line will produce highly engineered thin gauge label films
• Innovative technology is unique for label films, with 36,000 tons of annual capacity designed for best-in-class energy efficiency
• Polypropylene is a widely recycled material that has an established recycling stream
Innovia Films, a science material leader and major producer of highly differentiated speciality Biaxially Oriented Polypropylene (BOPP), Bubble and Tenter technologies and Cast Polypropylene (CPP) films, announces the groundbreaking for a significant expansion at its Innovia business unit near Leipzig in Germany at the Dow ValuePark Schkopau.
A new 8.8 meters wide multi-layer co-extrusion line will produce highly engineered thin gauge label films to support the growing, sustainability driven demand for lower resin content materials. The new technology is unique for label films, with 36,000 tons of annual capacity designed for best-in-class energy efficiency. Production will commence in the second half of 2024.
Simon Huber, Managing Director Innovia Films Europe, commented: „The intended introduction of the BOPP - film on a production scale represents an innovation for the application as uncoated and printable label film that does not exist yet. The new line in Germany will supply thinner films for the label market, close to where many customers are located. Polypropylene is a widely recycled material that has an established recycling stream and that supports a circular economy of plastics“.
Giuseppe Ronzoni, General Manager at Innovia Films in Schkopau, Germany, concluded, “This technology offers clear advantages over the state of the art, especially for the life cycle assessment with regard to product-specific CO2 emissions. Further developments, retrofitting and the more sustainable change in the German electricity mix can lead to a further improvement in the environmental impact.”The investment is part of the company strategy to focus on providing more sustainable material for the label industry as part of their “Better Future” material science strategy. Thinner materials equal more material efficiency and a lower carbon footprint of the end product, which supports the carbon reduction strategy of many major brands that are looking to introduce more sustainable packaging into the market.

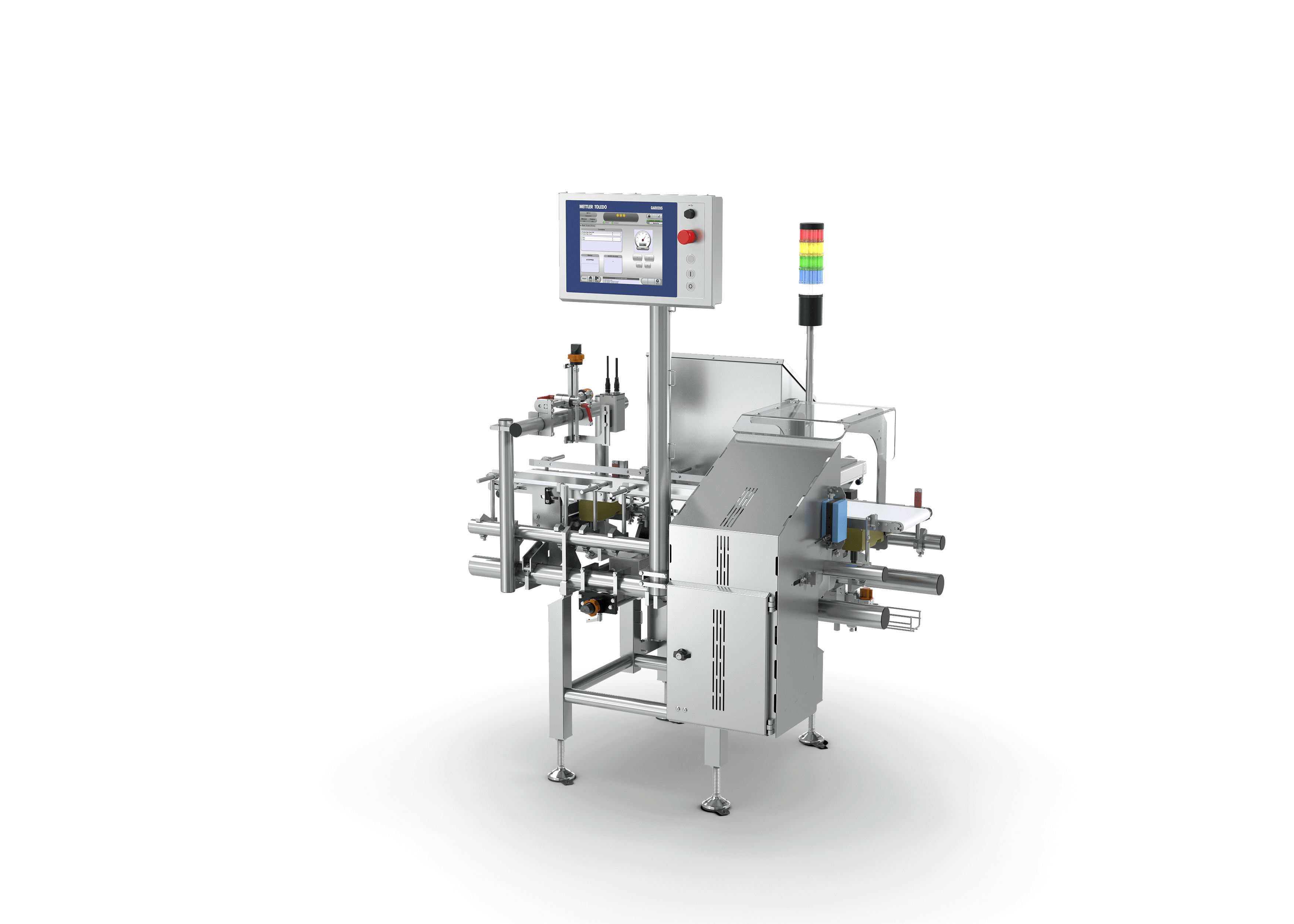
The new V13 Flat Pack Label Inspection system features bottom inspection functionality and can also be integrated into the new CV and CMV Combination systems that additionally combine checkweighing and metal detection.
Giesen, Germany, 20th March 2023 – Mettler-Toledo Product Inspection has launched a completely automated, full label inspection service for food manufacturers. The technology inspects 100% of products and shapes and identifies 100% of label data and quality challenges. This new portfolio, consisting of the V13 Flat Pack Label, CV and CMV Combination, is a cost effective way to exchange unreliable, manual spot checks with 100% automated label inspection in high speed production lines. The solution helps to achieve documented label inspection in line with industry guidelines such as the BRCGS to support consumer safety, prevent recalls and expensive retailer fines.
“We are very excited to be launching our new label inspection technology offering,” says Neil Gruettner, Business Development Manager, Vision Inspection, Mettler-Toledo. “The 100% automated label inspection portfolio is fully flexible and offers solutions that can easily be integrated into existing production lines, either as installation kits, standalone systems or combined with other Mettler-Toledo product inspection devices, such as checkweighers, metal detectors or x-ray systems. We are looking forward to demonstrating to new and existing customers how easy it is to replace manual spot checks with 100% label inspection. All help to reduce rework, recall risks and retailer fines”.
Many manufacturers struggle with label data and label quality issues. From common operator errors to equipment malfunctions, including torn labels or ink smudging, labelling has long been an issue for manufacturers that cannot be effectively solved with manual spot checks. Whether it is checking the right product is in the right package, the codes are readable and the ingredients such as allergens are correct, the new label inspection offering from Mettler-Toledo reliably detects every non conformity.
The new offering includes advanced Mettler-Toledo smart cameras to inspect oriented products from the side and top. This unique new smart line scan camera effectively inspects labels or prints on the underside of products and offers a 360° degree inspection head for checking round objects. The cameras can be mixed and matched to suit any production need and can also be used to inspect caps and lids. The software is particularly easy to use, featuring a dedicated tool set for label inspection that helps with product set-up. Additionally, it offers Software Tooltips which are inspection tools to intuitively guide operators through the image processing settings such as lights, shutter or focus to maximise image quality. The new technology can be retrofitted onto existing Mettler-Toledo equipment offering considerable space savings.
New Systems Overview:
V13 Flat Pack Label Inspection
Robust, flexible, space-saving: This solution carries out reliable label inspection from the bottom up to inspect labels on the underside of flat packs. The stand-alone solution offers configurable material handling options and can be extended with top and side smart cameras. www.mt.com/vi-V13
CV Combination
Efficient weight and label inspection: The CV Combination fully integrated system offers weight control and completeness check combined with label inspection for all product shapes. The space-saving solution is fully configurable from standardised modules and offers advanced quality control. www.mt.com/cw-vi
CMV Combination
Effective 3-in-1 inspection solution: This powerful critical control point delivers metal detection, weight control, and label inspection in one, fully integrated and space-saving device. Its configuration is flexible and can be designed to match application needs. www.mt.com/cw-md-vi
For more information, visit https://www.mt.com/pi-pr
About METTLER TOLEDO
METTLER TOLEDO is a global manufacturer of precision instruments and a service provider. The company ranks highly in a number of market segments. METTLER TOLEDO is a large provider of weighing systems and analysis instruments for use in laboratories and in-line measurement within demanding industrial and food production processes.
The Product Inspection division of METTLER TOLEDO designs automated inspection technology. The division includes metal detection systems manufactured by METTLER TOLEDO Safeline Limited, alongside Safeline X-ray Inspection, Garvens and Hi-Speed Checkweighing, CI-Vision and PCE Track & Trace brands. The product inspection solutions help to improve manufacturers’ process efficiency and compliance with industry standards and regulations. METTLER TOLEDO systems help to ensure consistently higher product quality, thereby working to protect both consumers as well as the reputation of manufacturers and their products and brands
• New 8.8 meters wide multi-layer co-extrusion line will produce highly engineered thin gauge label films
• Innovative technology is unique for label films, with 36,000 tons of annual capacity designed for best-in-class energy efficiency
• Polypropylene is a widely recycled material that has an established recycling stream
Innovia Films, a science material leader and major producer of highly differentiated speciality Biaxially Oriented Polypropylene (BOPP), Bubble and Tenter technologies and Cast Polypropylene (CPP) films, announces the groundbreaking for a significant expansion at its Innovia business unit near Leipzig in Germany at the Dow ValuePark Schkopau.
A new 8.8 meters wide multi-layer co-extrusion line will produce highly engineered thin gauge label films to support the growing, sustainability driven demand for lower resin content materials. The new technology is unique for label films, with 36,000 tons of annual capacity designed for best-in-class energy efficiency. Production will commence in the second half of 2024.
Simon Huber, Managing Director Innovia Films Europe, commented: „The intended introduction of the BOPP - film on a production scale represents an innovation for the application as uncoated and printable label film that does not exist yet. The new line in Germany will supply thinner films for the label market, close to where many customers are located. Polypropylene is a widely recycled material that has an established recycling stream and that supports a circular economy of plastics“.
Giuseppe Ronzoni, General Manager at Innovia Films in Schkopau, Germany, concluded, “This technology offers clear advantages over the state of the art, especially for the life cycle assessment with regard to product-specific CO2 emissions. Further developments, retrofitting and the more sustainable change in the German electricity mix can lead to a further improvement in the environmental impact.”The investment is part of the company strategy to focus on providing more sustainable material for the label industry as part of their “Better Future” material science strategy. Thinner materials equal more material efficiency and a lower carbon footprint of the end product, which supports the carbon reduction strategy of many major brands that are looking to introduce more sustainable packaging into the market.
The new V13 Flat Pack Label Inspection system features bottom inspection functionality and can also be integrated into the new CV and CMV Combination systems that additionally combine checkweighing and metal detection.
Giesen, Germany, 20th March 2023 – Mettler-Toledo Product Inspection has launched a completely automated, full label inspection service for food manufacturers. The technology inspects 100% of products and shapes and identifies 100% of label data and quality challenges. This new portfolio, consisting of the V13 Flat Pack Label, CV and CMV Combination, is a cost effective way to exchange unreliable, manual spot checks with 100% automated label inspection in high speed production lines. The solution helps to achieve documented label inspection in line with industry guidelines such as the BRCGS to support consumer safety, prevent recalls and expensive retailer fines.
“We are very excited to be launching our new label inspection technology offering,” says Neil Gruettner, Business Development Manager, Vision Inspection, Mettler-Toledo. “The 100% automated label inspection portfolio is fully flexible and offers solutions that can easily be integrated into existing production lines, either as installation kits, standalone systems or combined with other Mettler-Toledo product inspection devices, such as checkweighers, metal detectors or x-ray systems. We are looking forward to demonstrating to new and existing customers how easy it is to replace manual spot checks with 100% label inspection. All help to reduce rework, recall risks and retailer fines”.
Many manufacturers struggle with label data and label quality issues. From common operator errors to equipment malfunctions, including torn labels or ink smudging, labelling has long been an issue for manufacturers that cannot be effectively solved with manual spot checks. Whether it is checking the right product is in the right package, the codes are readable and the ingredients such as allergens are correct, the new label inspection offering from Mettler-Toledo reliably detects every non conformity.
The new offering includes advanced Mettler-Toledo smart cameras to inspect oriented products from the side and top. This unique new smart line scan camera effectively inspects labels or prints on the underside of products and offers a 360° degree inspection head for checking round objects. The cameras can be mixed and matched to suit any production need and can also be used to inspect caps and lids. The software is particularly easy to use, featuring a dedicated tool set for label inspection that helps with product set-up. Additionally, it offers Software Tooltips which are inspection tools to intuitively guide operators through the image processing settings such as lights, shutter or focus to maximise image quality. The new technology can be retrofitted onto existing Mettler-Toledo equipment offering considerable space savings.
New Systems Overview:
V13 Flat Pack Label Inspection
Robust, flexible, space-saving: This solution carries out reliable label inspection from the bottom up to inspect labels on the underside of flat packs. The stand-alone solution offers configurable material handling options and can be extended with top and side smart cameras. www.mt.com/vi-V13
CV Combination
Efficient weight and label inspection: The CV Combination fully integrated system offers weight control and completeness check combined with label inspection for all product shapes. The space-saving solution is fully configurable from standardised modules and offers advanced quality control. www.mt.com/cw-vi
CMV Combination
Effective 3-in-1 inspection solution: This powerful critical control point delivers metal detection, weight control, and label inspection in one, fully integrated and space-saving device. Its configuration is flexible and can be designed to match application needs. www.mt.com/cw-md-vi
For more information, visit https://www.mt.com/pi-pr
About METTLER TOLEDO
METTLER TOLEDO is a global manufacturer of precision instruments and a service provider. The company ranks highly in a number of market segments. METTLER TOLEDO is a large provider of weighing systems and analysis instruments for use in laboratories and in-line measurement within demanding industrial and food production processes.
The Product Inspection division of METTLER TOLEDO designs automated inspection technology. The division includes metal detection systems manufactured by METTLER TOLEDO Safeline Limited, alongside Safeline X-ray Inspection, Garvens and Hi-Speed Checkweighing, CI-Vision and PCE Track & Trace brands. The product inspection solutions help to improve manufacturers’ process efficiency and compliance with industry standards and regulations. METTLER TOLEDO systems help to ensure consistently higher product quality, thereby working to protect both consumers as well as the reputation of manufacturers and their products and brands


